Om metoder för styrning med mätare av cylindriska rörgängor
Under de senaste åren har bimetallradiatorer med stålsamlare och ett externt aluminiumhölje med rätta blivit allt populärare bland sektionsuppvärmningsanordningar.I enlighet med europeisk teknik görs de interna trådarna i värmeanordningar från de flesta tillverkare med rullningsmetoden. Valsade gängor ger en hållbar och säker gängad anslutning, vilket framgår av många års framgångsrik användning av bimetalliska radiatorer.
I enlighet med GOST 31311-2005 "Värmeanordningar. Allmänna tekniska villkor" (punkt 8.2.) gängade anslutningar av värmeanordningar testas med gängmätare. Samtidigt har enskilda radiatortillverkare som använder gängad teknik, såväl som ideella branschorganisationer, upprepade gånger föreslagit/överklagat till olika statliga organ, avdelningar och tjänster med krav på att ytterligare kontrollera de inre gängorna med jämna mätare.
Detta dokument undersöker giltigheten av dessa förslag och tillrådligheten av att införa ett sådant ytterligare krav med hjälp av exemplet med G1-tråden, som används på de flesta värmeanordningar.
Låt oss först titta på de grundläggande kraven för att göra rörgängor.
- Parametrarna för cylindriska rörgängor bestäms av GOST 6357-81 "Grundläggande standarder för utbytbarhet. Cylindrisk rörgänga", enligt vilken:
Den nominella gängprofilen och dimensionerna på dess element måste motsvara de som anges på ritning 1:
Ritning 1
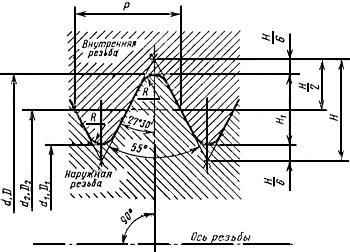
Måtten på ovanstående indikatorer i millimeter för G1-gängan visas i tabell 1:
bord 1
| Steg P | N | H1 | R | |||
| 2,309 | 33,249 | 31,770 | 30,291 | 2,217774 | 1,478515 | 0,317093 |
Samtidigt, enligt samma GOST 6357-81, är det tillåtet att göra trådar med avvikelser från de angivna värdena (toleranser), under förutsättning att tråden också kommer att överensstämma med GOST 6357-81.
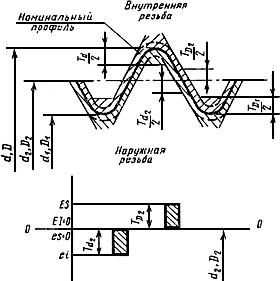
Schema för toleransfält för yttre och inre gängor visas på ritning 2.
Avvikelser räknas från den nominella (ideala) gängprofilen i riktningen vinkelrät mot gängans axel.
Ritning 2

— diametertoleranser d, d2, D1, D2
De numeriska värdena för toleranserna för diametrarna för yttre och inre gängor måste motsvara de som anges i Tabell 3:
Tabell 3
| Trådstorleksbeteckning | Pitch P, mm | Utvändig tråd | Invändig gänga | ||||
| Gängdiametrar | |||||||
| ytterdiameter på hangängan | medeldiameter på utvändig gänga | genomsnittlig invändig gängdiameter | innerdiameter på invändig gänga | ||||
| Toleranser, mikron | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Klass A | Klass B | Klass A | Klass B | ||||
| G1 | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
Observera att enligt tabell 1 är värdet på H1 (arbetshöjden för gängprofilen) lika med 1,478515 mm, och, i enlighet med tabell 3, toleranserna på den inre diametern på den inre gängan D1 och den yttre diametern på yttergängan d är 640 μm respektive 360 μm . Ritning 3 visar inre och yttre gängprofiler G1, gjorda med maximalt tillåten avvikelse från den nominella profilen i enlighet med tabell 3. Dessa gängprofiler uppfyller dessutom helt kraven i GOST 6357-81.
Ritning 3
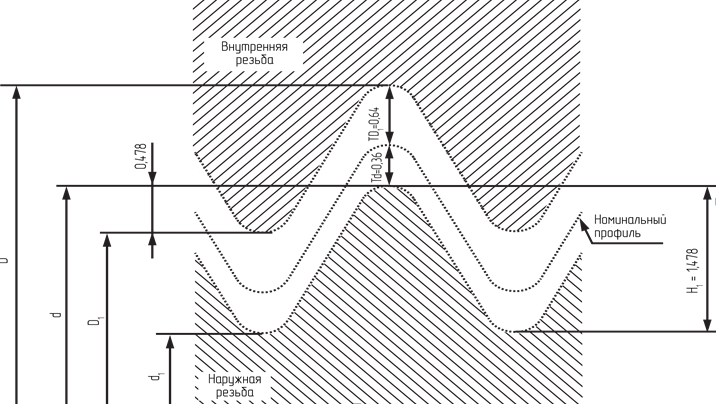
Ritningen visar tydligt att i detta fall är endast 32,4 % av gängprofilens höjd involverad i den gängade anslutningen.
I detta avseende är ställningen för vissa tillverkare av värmeanordningar, såväl som specialiserade branschorganisationer, som anser det oacceptabelt att erkänna en tråd som acceptabel om trådprofilen bara är 38% av det nominella värdet, särskilt överraskande. Tydligen förstår dessa tillverkare och föreningar helt enkelt inte de grundläggande grunderna i GOST 6357-81 när det gäller vilken tråd (med vilka dimensioner) som anses vara gjord i enlighet med denna GOST.
Enligt vår mening är behovet av sådana betydande toleranser förknippat med kravet i punkt 5.1.6 "SP 73.13330.2016 Interna sanitära system för byggnader", enligt vilket "Vid montering av enheter måste gängade anslutningar tätas.
Som tätningsmedel för gängade anslutningar vid temperaturer på det transporterade mediet upp till 378 K (105°C), rekommenderas att använda FUM-tejp eller lintrådar i enlighet med GOST R 53484, impregnerade med rött bly eller vitt bly., blandat med naturlig torkande olja eller speciella tätningspastor-tätningsmedel."
Låt oss nu gå vidare och överväga huvudfrågan i den här artikeln: hur lämpligt är det att inkludera ett krav på obligatorisk inspektion av inre gängor med jämna mätare i den reglerande dokumentationen om kontroll av gängor på värmeanordningar.
Låt oss analysera förslaget för övervakning av de inre gängorna på värmeanordningar med hjälp av en jämn genomströmningsmätare:
Låt oss överväga det ideala alternativet när den inre tråden är gjord i strikt enlighet med GOST 6357-81, d.v.s. helst enligt den nominella profilen utan några toleranser. I detta fall, enligt tabell 2, kommer den inre gängdiametern att vara 30,291 mm.
Låt oss försöka kontrollera den här tråden med en smidig passmätare.
I enlighet med punkt 6.2. GOST 2533-88 "Mätare för rörgängor. Toleranser" diameterstorlekar för släta mätare för testning av yttre och inre gängor bör bestämmas enligt formlerna i Tabell 4.
Tabell 4
| Beteckning (typnummer) kaliber | Kalibertypens namn och syfte | Kaliber diameter | |
| Valör | Maximal avvikelse | ||
| Invändiga gängmätare | |||
| PR (23) | Smidig pass-through plug mätare |  |  |
| INTE (24) | Smidig no-go plug mätare |  |  |
Värdena för indikatorerna H1 och Z1 ges i tabell 5.
Tabell 5
| TD1-värde enligt GOST 6357 | Hl, µm | Z1 |
| från 375 µm till 710 µm | 26 | 52 |
Av analysen av data i tabellerna ovan följer att diametern på den jämna passagemätaren kommer att vara lika med:
- nominellt värde: D1+ 52 µm = 30,343 mm
- värde med maximal övre avvikelse: D1+ 52 µm + 13 µm = 30,356 mm
- värde med maximal lägre avvikelse: D1+ 52 µm - 13 µm = 30.330 mm
Observera att enligt paragraf 2.3. Bilaga 2 "Regler för användning av mätare" till GOST 24939-81 "Mätare för cylindriska gängor", "en jämn löpande mätare måste fritt komma in i den kontrollerade tråden under påverkan av sin egen vikt eller en viss kraft."
I detta avseende får vi en paradoxal bild där en jämn, slitagefri genomgångsmätare, vars minsta möjliga diameter är 30,330 mm, fritt bör passa in i en gänga som är idealiskt gjord enligt GOST 6357-81, diametern på vilket är 30,291 mm (nominellt), vilket i princip omöjligt.
Sålunda, när du kontrollerar en tråd som är perfekt gjord i enlighet med GOST 6357-81 med en jämn genomgångsmätare, kommer denna tråd att uppfattas som att den inte överensstämmer med GOST 6357-81, vilket i sig är absurt.
Detta förklarar delvis fallen när gängade anslutningar gjorda i enlighet med GOST 6357-81 klass A, som kräver mer exakt gängning när det gäller tillåtna avvikelser (toleranser), avvisas när de testas med en jämn passmätare.
Med hänsyn till ovanstående kan vi dra slutsatsen att införandet av ett ytterligare krav för kontroll av de inre gängorna på värmeanordningar med jämna genomgångsmätare inte bara kommer att säkerställa kontroll över utförande av gängor i enlighet med GOST 6357-81, men , tvärtom, kommer att leda till en absurd situation när de som är gjorda i full överensstämmelse med kraven GOST-värmeanordningar kommer att anses vara defekta.
Låt oss sedan analysera förslaget för att övervaka de inre gängorna på värmeanordningar med en smidig icke-genomgångsmätare:
Låt oss överväga alternativet när den inre gängan är gjord i full överensstämmelse med GOST 6357-81, men med den maximala toleransen som tillhandahålls av GOST - 640 mikron (se indikator TD1 Tabell 3). I detta fall kommer den invändiga gängdiametern att vara 30,931 mm.
Låt oss försöka kolla den här tråden med en smidig no-go-mätare.
Av analysen av data i tabell 4 och tabell 5, följer att diametern på en slät no-go-mätare kommer att vara lika med:
- nominellt värde: D1+ 640 µm = 30,931 mm
- värde i den maximala övre avvikelsen: D1+ 640 µm + 13 µm = 30,944 mm
- värde i den maximala lägre avvikelsen: D1+ 640 µm - 13 µm = 30,918 mm
Observera att enligt paragraf 2.4. Bilaga 2 "Regler för användning av mätare" till GOST 24939-81 "Mätare för cylindriska gängor", "en slät no-go mätare bör inte komma in i en kontrollerad gänga under påverkan av sin egen vikt eller en viss kraft."
I detta avseende får vi återigen en paradoxal bild där en jämn, nötningsfri icke-genomgångsmätare, vars minsta möjliga diameter är 30,918 mm, INTE bör passa fritt i en gänga gjord enligt GOST 6357-81 med maximala toleranser , vars diameter är 30,931 mm, vilket i princip är omöjligt.
Sålunda, när du kontrollerar en tråd gjord i enlighet med GOST 6357-81 med en jämn ON-GOING-mätare, kommer denna tråd att uppfattas som inte överensstämmer med GOST 6357-81, vilket i sig är absurt.
Med hänsyn till ovanstående kan vi dra slutsatsen att införandet av ett ytterligare krav på att kontrollera de inre gängorna på värmeanordningar med jämna icke-genomgångsmätare inte kommer att säkerställa kontroll över utförandet av gängorna för överensstämmelse med GOST 6357-81.
Sålunda indikerar ovanstående analys tydligt att användningen av släta mätare inte bara inte är kapabel att entydigt fastställa överensstämmelse eller bristande överensstämmelse för en tråd med kraven i GOST 6357-81, utan kan också leda till erkännande av en tråd som överensstämmer helt med denna GOST som defekt.
Reglerna för att använda släta mätare i sig är av särskilt intresse. De anges i GOST 24939-81 "Mätare för cylindriska gängor" (Bilaga 2 "Regler för användning av mätare").
För en slät genomgående pluggmätare krävs alltså att mätaren fritt ska gå in i den kontrollerade gängan under påverkan av sin egen vikt eller en viss kraft, och för en jämn icke-genomgående pluggmätare krävs att denna mätare får inte komma in i den kontrollerade gängan under påverkan av sin egen vikt eller en viss styrka.
Samtidigt fastställer varken reglerna för användning av kaliber eller GOST 24939-81, eller några andra reglerande dokument vem och hur som ska bestämma storleken på denna kraft och i vilken riktning den ska agera på kalibern.
Av detta kan vi dra en entydig slutsats, enligt vilken det inte finns någon enskild metod för att använda kalibrar som fastställts av de relevanta bestämmelserna.
Dessutom, enligt vår åsikt, när vi diskuterar kraven för att testa trådarna på värmeanordningar, är det tillrådligt att överväga liknande villkor för standarderna för värmesystemelement direkt anslutna till värmeanordningar.
Så i avsnitt "2. Regulatoriska referenser" GOST 30815-2002 "Automatiska termostater för värmeanordningar för vattenvärmesystem i byggnader" GOST 6357-81 nämns, men den används inte längre i texten. Kanske av denna anledning, i den nya utgåvan av GOST 30815-2019, är GOST 6357-81 helt frånvarande från listan över regulatoriska referenser.
Dessutom nämns inte GOST 6357 i GOST 21345-2005 "Koniska och cylindriska kulventiler".
Således, i standarderna GOST 30815-2019 och GOST 21345-2005 för element i värmesystem direkt anslutna till värmeanordningar, finns det inga krav för att testa trådar för överensstämmelse med GOST 6357-81.
I detta sammanhang är det inte klart vilket exakt mål som eftersträvas av författarna till förslag för att styra gängorna på värmeanordningar med hjälp av ytterligare släta mätare utan att etablera någon kontroll alls på gängorna på element i värmesystem som är direkt anslutna till värmeanordningar.
Enligt vår åsikt är det absolut meningslöst att föra någon diskussion om användningen av släta mätare för att övervaka de inre gängorna på värmeanordningar i närvaro av:
- avvikelserna mellan den nominella diametern för den inre gängan och den nominella diametern för det släta hålet som anges i denna artikel,
- avsaknad av en enhetlig godkänd metod för att använda kaliber,
- frånvaron av några krav på trådar och metoder för dess kontroll i förhållande till element i värmesystem direkt anslutna till värmeanordningar.
Dessutom, för att fastställa beroendet av hur resultaten av tester med släta mätare påverkar styrkan hos gängade anslutningar av värmeanordningar, genomförde vi en serie tester. Åtta prover av tre typer av radiatorsektioner valdes ut för testning:
- aluminium (AL),
- bimetallisk med stål vertikala och horisontella värmeledande kanaler (BM),
- aluminiumradiatorer med vertikala värmeledande stålkanaler (ASVK).
Alla prover testades med gängade (go och no-go) mätare och testades dessutom med släta mätare. Resultaten av testning med släta mätare visas i tabell 6.
Proverna 7 och 8 valdes så att den icke-genomsläppliga släta mätaren passade fritt utan ansträngning med ett litet spel i det gängade hålet på kylarsektionerna. Proverna skruvades med skruvpluggar som rekommenderas av radiatortillverkaren. Statiska dragprover utfördes tills proverna misslyckades i ett certifierat laboratorium.
Tabell 6
Statiska dragtestresultat
| Provnummer | Typ av kylare | Kontrollerar med en jämn passningsmätare | Kontrollera med en smidig no-go-mätare | Brytlast, N | Gräns för proportionalitet. Bar |
| 1 | BM | negativ | positivt | 48 791 | 604,10 |
| 2 | ASVK | positivt | positivt | 41 884 | 525,71 |
| 3 | ASVK | positivt | positivt | 35 309 | 444,65 |
| 4 | BM | positivt | positivt | 108 272 | 1249,13 |
| 5 | AL | positivt | positivt | 39 924 | 502,09 |
| 6 | BM | negativ | positivt | 102 473 | 1061,17 |
| 7 | BM | positivt | negativ | 46 272 | 563,17 |
| 8 | BM | positivt | negativ | 52 987 | 619,63 |
Testresultaten bekräftas av officiella protokoll från testlaboratoriet, video och fotografering.
Med hjälp av exemplet med prov nr 4 är det tydligt synligt att vid testning av en bimetallisk radiator uppstår deformation i den gängade anslutningen.

Vid provning av en aluminiumradiator och en radiator med en värmeledande kanal av stål inträffade förstörelse i radiatordelens kropp.

Av de givna uppgifterna följer att gängan på en värmeradiator, som inte har testats med en jämn genomgång (prov 1, 6) eller icke-genomgångsmätare (prov 7, 8), men helt överensstämmer med kraven i GOST - 6357, när de testas med gängmätare, bildar en sådan gängad anslutning, gränsen vars proportionella deformation många gånger överstiger tryckvärdena som andra element i värmesystem kan motstå.
Det är också indikativt att radiatorer vars gängor inte testades med någon jämn mätare, vad gäller tillförlitlighet och säkerhet när det gäller förstörelse av den gängade anslutningen, visade liknande och i vissa fall bättre resultat jämfört med de radiatorer vars gängor testades både släta kaliber.
Detta bevisar återigen att kontroll av gängorna med släta mätare inte på något sätt påverkar styrkan hos den gängade anslutningen av värmeradiatorn och, som en konsekvens, säkerheten och tillförlitligheten hos denna enhet.
Dessutom, för proverna nr 7 och nr 8, visade sig brottbelastningen för den gängade anslutningen vara högre än brottbelastningen för kroppen av aluminiumradiatorsektionen och radiatorn med en vertikal stålkanal. Det är särskilt viktigt att aluminiumradiatorer med vertikal kanal i stål visade sämre resultat än en konventionell aluminiumradiator.
Baserat på allt ovan i den här artikeln kan vi dra en otvetydig slutsats att de för närvarande tillhandahållna metoderna för att övervaka de inre gängorna på värmeanordningar som endast använder gängmätare (klausul 8.2. GOST 31311-2005) är mer än tillräckliga för produktion av uppvärmningsanordningar som är tillförlitliga och säkra för konsumenter.



