Vad är argonsvetsning: hur man använder det korrekt, steg-för-steg-instruktioner
Argonsvetsning är en av de typer av ljusbågsmetod för att sammanfoga metaller.En ljusbåge antänds i en sfär av inaktiv gas med hjälp av en volframelektrod. Samtidigt smälter kanterna på de svetsade delarna och förenas på ett tillförlitligt sätt till en helhet.
Innehållet i artikeln:
Argonsvetsning - funktioner och beskrivning
En karakteristisk egenskap hos argonsvetsning kan anses vara den framgångsrika kombinationen av elektriska och gassvetsningsprinciper. Denna svetsteknik producerar svetsar av utmärkt kvalitet. De slipas noggrant och i slutet av hela arbetscykeln är fogarna helt osynliga.

Huvudfaktorn i processen är den elektriska ljusbågen. Här sker övergången av elektrisk energi till termisk energi. En hög termisk tröskel smälter metallen vid svetspunkten. Om du flyttar bågen smidigt får du sammansmältning av materialet och en pålitlig anslutning av arbetsstyckena. Genom att flytta elektroden justeras svetspoolens parametrar, svetshastigheten, penetrationsgraden, sömmens kvalitet och bredd justeras.
För att fylla luckorna och svetsa fast en hög metallpärla på sömmen används fylltråd. Det måste ha samma sammansättning som materialet som svetsas. Fylltråden matas till smältpunkten manuellt.
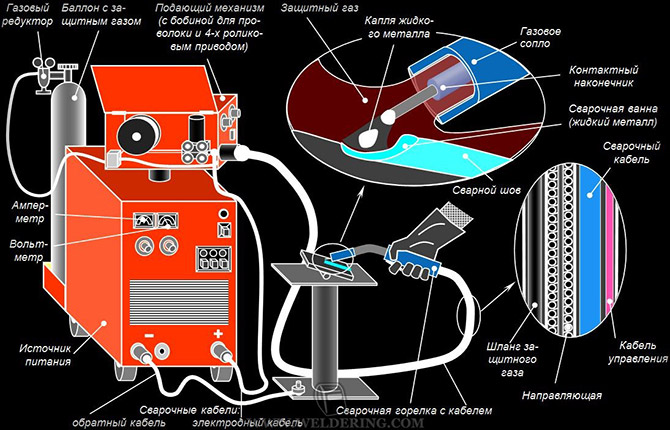
Matningsströmkällan är en enhet av invertertyp med kontroller, ett neutralt gasförsörjningssystem och kontakter där brännaren är ansluten. Strömmen kan variera, antingen vara konstant eller alternerande.
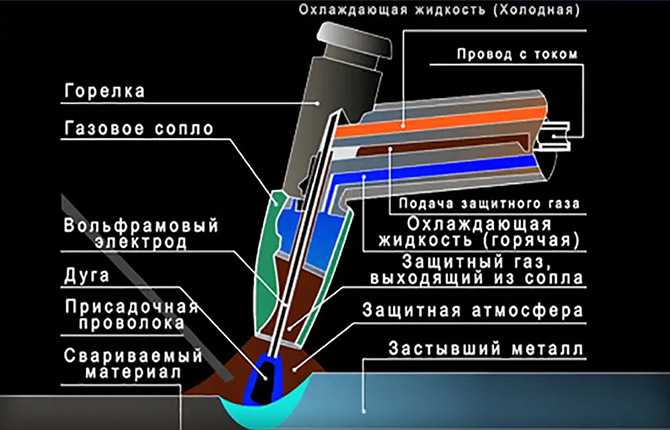
När en argonsvetsenhet är i drift tillförs inert argongas genom verktygsmunstycket in i bågzonen. Den "tränger undan" atmosfärisk luft, inklusive syre och kväve, från svetsbadet. Metallsömmarna skyddas därmed på ett tillförlitligt sätt under svetsning. Bågens bas, en icke förbrukningsbar volframelektrod, är också skyddad. Om svetsning utförs utan inert gas, utsätts volfram för aggressiv påverkan av syre och förstörs.
Atmosfärisk luft påverkar kvaliteten på svetsprocessen negativt. Inert gas används för att skydda fusionszonen från atmosfäriskt syre. I vanlig praxis är detta argon. Helium kan användas för detta ändamål, men dess kostnad är mycket högre. Det låga priset på argon förklaras av att det bara är en biprodukt av den industriella luftseparationen till syre och kväve.
Fördelar med argonbågsvetsning:
- Estetisk, höghållfast söm.
- Inga flussmedel eller elektrodbeläggningar krävs.
- Arbeta med delar av alla storlekar.
- Möjlighet att svetsa metall på skadade delar av delar för att återställa dem.
- Anslutning av svårsvetsade metaller (titan, gjutjärn, aluminium och andra).
- Minsta emitterade aerosoler jämfört med andra typer av svetsning.
- Kanten på metallsnittet "i argon" har en idealisk geometri; oxid- och nitridfilmer bildas inte på den.
- Argonmetoden låter dig ansluta tunna lager av metall och utföra speciella svetsoperationer.
Nackdelarna är bland annat att argonsvetsning av metall är långsammare än med andra svetsmaskiner och metoder.
Att arbeta med argon utgör en fara för människors hälsa.Inandad argongas orsakar yrsel, kan leda till illamående, kräkningar, medvetslöshet och till och med dödsfall. De som arbetar med argonsvetsning upplever ofta huvudvärk, ringningar i öronen, trötthet, störningar i matsmältningskanalen och andningsproblem.
En svetsare löper risk att utveckla aluminos, en irreversibel lungpatologi, eftersom han utsätts för de negativa effekterna av ozon, radioaktivitet och kväveoxider.
Klassificering av argonsvetsning
Argon svetsteknik klassificeras enligt individuella funktionsprinciper:
- Manuell metod. Manipulationer av brännaren, ljusbågsbrännaren och tillsatsen utförs manuellt av en svetsare. Hans erfarenhet och kvalifikationer sätter takten i processen och svetsarnas parametrar.

- Halvautomatisk. Utrustningen har en funktion för matning av fylltråd. Installationen är utrustad med en trådmatningsmekanism. Svetsaren arbetar endast med en argonbrännare och lämnar en hand fri. Den kan användas för att hålla eller fälla ut arbetsstycken. Metoden är mer produktiv än manuell, men svetsarens kvalifikationer är mycket viktiga.
- Bil. Trådmatning och rörelse av vagnen med ficklampan sker automatiskt, utan medverkan av en arbetare. Fördelen är släta svetsar av hög kvalitet. Operatörens funktioner är att kontrollera och korrekt ställa in parametrarna - djupet på den nödvändiga penetrationen, den optimala rörelsehastigheten för vagnen, etc.

Dessutom särskiljs argonsvetsning av själva processen - oavsett om tillsatstråd används eller inte.
Utan tillsats kan du svetsa tunn metall (upp till 2 mm), med tätt tryck - det bör inte finnas några luckor längs sömmen. Sedan smälts kanterna med en elektrod och denna metall räcker för att sammanfoga arbetsstyckena.Resultatet är en förseglad, tunn, slät, spegelliknande söm utan "fjäll".
Det tar längre tid att laga mat med fyllnadstråd. Typen av svets är "fjällande", och antalet lager av fjäll beror direkt på rytmen av tillsatstillförseln till svetsbadet. Spalter och mellanrum mellan delar upp till 5 mm breda smälts med hög kvalitet, och konvexiteter smälts samman för spår. Fyllnadsmetoden används för argonsvetsning av metaller med en tjocklek på 3 mm.
För inte så länge sedan dök en annan innovativ argonbågsvetsningsteknik upp - robot. Dess egenhet är att svetsning av delar på transportörer utförs av robotkomplex. Metoden kännetecknas av hög produktivitet och låga arbetskostnader.

Nackdelen är den betydande kostnaden för unik utrustning, det akuta behovet av att attrahera högt kvalificerade specialister för underhåll, mjukvarustöd och finjustering av robotkomponenter. Tekniken är designad för stora produktionsvolymer.
Argonsvetsning - vilka verktyg och utrustning du behöver
Utrustning och tillbehör för argonbågsvetsning är indelade i 3 grupper.
Den första inkluderar speciella enheter som utför en specifik operation. Argonsvetsning, utförd av sådana anordningar, används i stora företag med storskalig kontinuerlig produktion.
Andra – specialiserad utrustning som är konfigurerad för operationer med ett snävt utbud av delar av en specifik kategori.
Tredje – universalmaskiner, som används för flera typer av operationer och material. Detta är den mest populära gruppen av kommersiellt producerade enheter.De används ofta inte bara för industriella ändamål, utan är mycket efterfrågade bland hantverkare och "garage" hantverkare.
Uppsättning av utrustning för universell argonsvetsning:
- arbetskläder, skyddsskor, personlig skyddsutrustning;
- enhet för att utföra arbete med en icke förbrukningsbar elektrod;
- icke förbrukningsbara volframelektroder;
- fyllnadstråd;
- högtrycksslangar;
- gascylinder;
- gasreducerare;
- hjälpverktyg.
I en gascylinder, i komprimerad form, finns gas - argon. Cylindrar används för olika gaser. För att inte förväxla identiska behållare med olika innehåll är cylindrar märkta. Så rå argon pumpas in i en svart cylinder med en vit inskription och en vit rand. Teknisk argon - också i en svart cylinder, men inskriptionen är blå, randen är blå. Ren argon kännetecknas av en grå cylinder med en grön inskription och rand. Även annan speciell teknisk information är stämplad på cylindrarna.
Varje reducering är designad för sin egen gas. Färgen på reduktionsanordningen måste matcha färgen på gasflaskan. I ett billigt alternativ kan du använda en "svart" koldioxidreducerare. Men oftast är en reducering med en rotameter installerad under argon.
Högtryckssyreslangar används för argon på grund av deras kvalitet och tillförlitlighet. Den inre diametern varierar från 9 till 18 mm. Så att välja rätt kommer inte att vara svårt.
Den aktuella källan för argonsvetsning väljs enligt de mål och uppgifter som behöver utföras under arbetets gång.
Volframelektroder är utformade för att tända och bibehålla ljusbågen. De har lämpliga markeringar som kännetecknar deras egenskaper och närvaron av speciella föroreningar.
Hjälpmaterial behövs för att förbereda metall för svetsning, till exempel en kvarn, olika metallborstar.
Säkerhetsöverensstämmelse
Argon, precis som alla andra svetsmetoder, kräver strikt efterlevnad av säkerhetsföreskrifter. De är mestadels enkla, men deras genomförande låter dig rädda inte bara hälsa utan också liv.
Arbetet ska organiseras i särskilda rum eller skåp. Där det inte är möjligt att implementera dessa villkor är platsen för argonsvetsarbete inhägnad med skärmar. De är paneler gjorda av plywood, målade med en brandbeständig komposition, som också innehåller zinkoxid, som absorberar ultravioletta strålar. Höjden på ett sådant staket får inte vara mindre än 2 m.
Argon svetsutrustning installeras på ett plant område i enlighet med tekniska dimensioner. Svetsarens arbetsplats ska vara försedd med från- och tilloppsventilation. Avgaspaneler är mycket effektiva. De är placerade horisontellt eller i vinkel så att förorenad luft från bågen pumpas ner eller bort från svetsaren. Detta förhindrar att skadliga ämnen kommer in i arbetstagarens luftvägar.
Vad du behöver göra innan du börjar:
- Inspektera och se till att svetsarens speciella kläder, skor och skyddsutrustning är i gott skick, rena och inte indränkta i olja eller andra brandfarliga ämnen.
- När du tar på dig en overall, fäst alla knappar, knyt banden och snör åt skorna.
- Jackan och byxorna ska bäras otoppade, fickorna ska stängas med lock och håret ska stoppas in under huvudbonaden.
- Kontrollera arbetsplatsen, belysningen, huven.
- Ta bort onödiga arbetsstycken, onödiga föremål och brandfarliga material.
- Inspektera utrustningen.Den måste vara tillförlitligt jordad, högspänningskontakterna är skyddade och stängda och ledningarnas integritet äventyras inte.
- Se till att mät- och signalanordningar och utrustningslåsanordningar fungerar.
- Börja inte arbetet förrän de identifierade bristerna är helt eliminerade.

Hur man korrekt använder argonsvetsning steg för steg instruktioner
Före svetsning måste arbetsstycket rengöras noggrant från smuts, maskinolja och fettavlagringar. Detta kan göras med vilket lösningsmedel som helst. När tjockleken på de svetsade delarna är över 4 mm är kantskärning nödvändig, och argonsvetsning utförs endast stum mot stum.
För att förstöra oxidfilmer behandlas fogen med metallborstar. En anslutning med komplex geometri rengörs med en vinkelslip.
För att avlägsna fukt bör arbetsstyckena värmas till 150 grader. För att undvika genombränning placeras koppar- eller stålplåtar under tunn metall för att avlägsna värme.
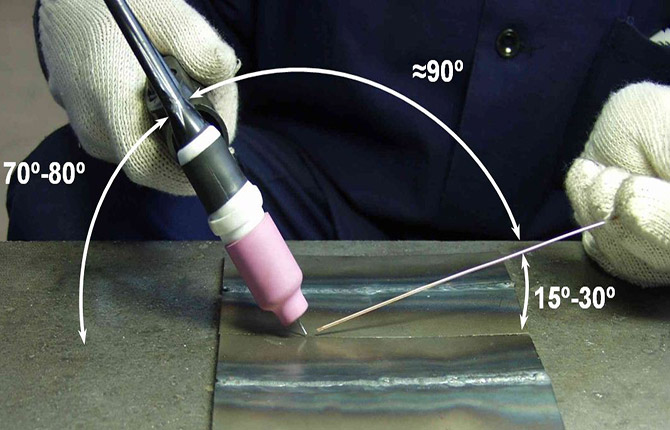
Tillsatsen rör sig uteslutande framför brännaren, längs svetsen som svetsas.
En kort tid (5-7 sekunder) innan ljusbågen tänds slås tillförseln av inert gas på. Efter avslutad svetsning måste du återigen vänta samtidigt innan du stänger av gasen.
Sekvens av åtgärder för att arbeta med argonbågsvetsning:
- Slå på utrustningen.
- Anslut jordledningen till svetsbordet eller arbetsstycket.
- Öppna ventilen på gasflaskan.
- För argonbrännaren närmare delen som ska svetsas så att avståndet till elektroden är 3-5 mm.
- Sätt på en skyddsmask och slå på strömförsörjningen.
- Håll den resulterande svetsbågen vid den första kanten av fogen tills en pöl av smält metall bildas.
- Använd cirkulära, smidiga manipulationer för att uppnå smältning av kanterna på sidorna.
- Håll en vinkel på 45 grader mellan brännaren och ytan.
- Flytta långsamt och försiktigt brännaren med nålen framåt, mata in påfyllningstråden i brännaren.
- I slutet av svetsen, minska strömmen för att fylla kratern.
Argonsvetsning är en lönsam innovativ metod för att återställa produkter. Kostnaden för svets- och restaureringsarbeten är betydligt lägre än tillverkningen av en ny del. En renoverad produkt kan hålla väldigt länge.
Har du själv använt argonsvetsning någon gång? Berätta för oss om egenskaperna som hjälper dig att förvärva färdigheter snabbare. Lämna din kommentar, dela artikeln på sociala nätverk, lägg till den i bokmärken.




Hur lagar man mat med argonsvetsning utomhus i blåsigt väder?
Du kommer inte att kunna svetsa som du skulle kunna göra i en verkstad – vinden blåser bort skyddsgasen och lämnar svetsbassängen öppen för yttre påverkan. Skydda svetsområdet med en järnplåt. Om det inte finns något lämpligt till hands, blockera vinden med dig själv genom att stå på den sida som det blåser från.
Vad ska man göra om svetsbadet bubblar mycket?
Justera argontillförseln till reduceringen. Antingen finns det för lite gas (kol rinner ut från metallen) eller för mycket.
Hur skärper man en volframelektrod korrekt?
Slipa staven på ett roterande diamanthjul. Den håller längre än en vanlig slipmaskin. Placera elektroden med spetsen vänd bort från dig på änden av den roterande cirkeln. Uppnå en skärpningsvinkel på 20-30 grader. För svetsning vid strömmar på 200-300 A krävs en skärpning på 60 grader.Det är bekvämare att svetsa tunn metall 1-1,5 mm med spetsen, som en nål - skärpningsvinkeln är cirka 10 grader.