Besiktning av svetsar och rör - hur går feldetektering av rörledningar till?
Svetssömmen på två rör är den mest opålitliga sektionen i rörledningar. Hur länge motorvägen kommer att hålla beror på dess kvalitet.För att undvika olyckor under driften av strukturen utförs feldetektering av rörledningar. Detta är särskilt viktigt för motorvägar som ligger under jord.
Innehållet i artikeln:
Allmän information
Det finns flera metoder för att upptäcka defekter i rörsvetsar:
- magnetisk;
- akustisk;
- elektrisk;
- optisk.
Deras uppgift är att bestämma fogarnas täthet, metallens styrka i sömmarna, om det finns spänningar och andra parametrar som bestämmer rörledningarnas tillförlitlighet. Samtidigt är feldetekteringsmetoderna nästan desamma för alla typer av rörledningar: värme, gas, vatten-, oljeledningar.
Alla metoder som nämns ovan tillhör kategorin "icke-förstörande" teknologier. Det vill säga att feldetektering utförs direkt på byggarbetsplatsen. Rörskarvar förstörs inte, vilket minskar kostnaderna för installationsarbetet.
Detektering av rörledningsfel är baserad på en skanner som kallas en feldetektor. Varje teknik har sin egen funktionsprincip för denna utrustning. De mest effektiva feldetektorerna:
- virvelström;
- ultraljuds;
- magnetiskt pulver;
- kapillär.

Detaljer om metoderna
Feldetektering av rörledningar är en procedur som måste utföras efter installationen av rörledningen. Detta kommer att undvika dess eventuella förstörelse under drift. Feldetektering gör det möjligt att identifiera eventuella defekter i rör. Funktionsprincipen för skannrar som används i diagnostikprocessen är annorlunda. Därför är det värt att först studera var och en av dem mer i detalj.
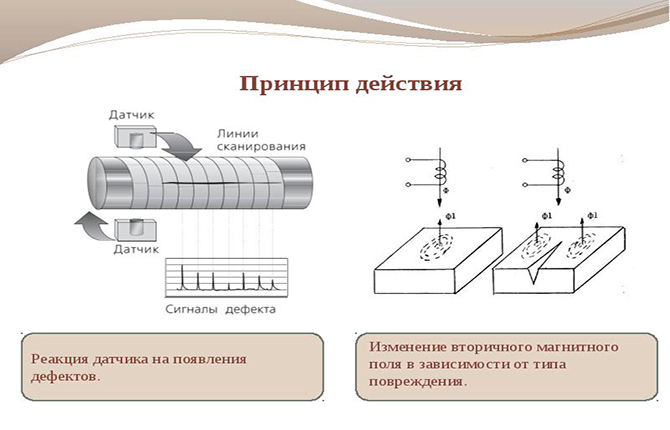
Virvelströmsfeldetektorer
Funktionsprincipen för enheten är baserad på skapandet av virvelströmmar, som riktas från rörledningens yttre plan till den inre genom svetssömmen. Strömmen som passerar genom en homogen metallstruktur ändrar inte dess parametrar. Om det finns defekter inuti sömmen, det vill säga dess homogenitet försämras, ökar motståndet, vilket minskar styrkan hos virvelströmmen.
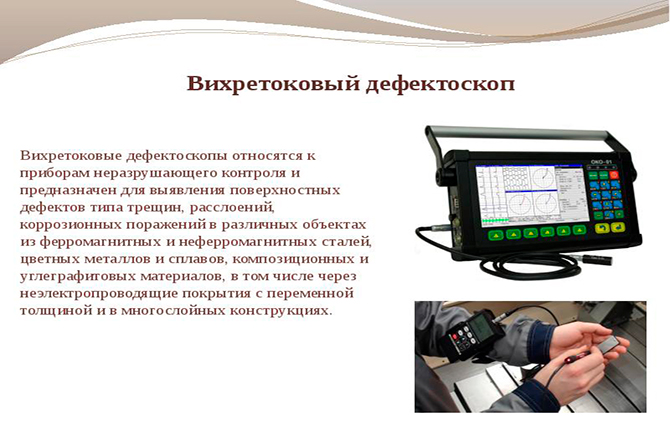
Feldetektorn registrerar och dechiffrerar denna minskning, vilket bestämmer kvaliteten på svetsmetallen, defekter och heterogenitet.
Fördelar med metoden:
- hög arbetshastighet;
- lågt resultatfel;
- låga driftskostnader.
Minus:
- tjockleken på sömmen som studeras är inte mer än 2 mm;
- Enhetens tillförlitlighet är låg.
Ultraljudsfeldetektorer
Ultraljudsfeldetektering av rörledningar anses vara den mest använda tekniken. Det utförs med hjälp av fem olika metoder för att upptäcka defekter:
- Pulseko-metod.
- Skuggig.
- Eko-spegel.
- Spegel-skugga.
- Delta metod.
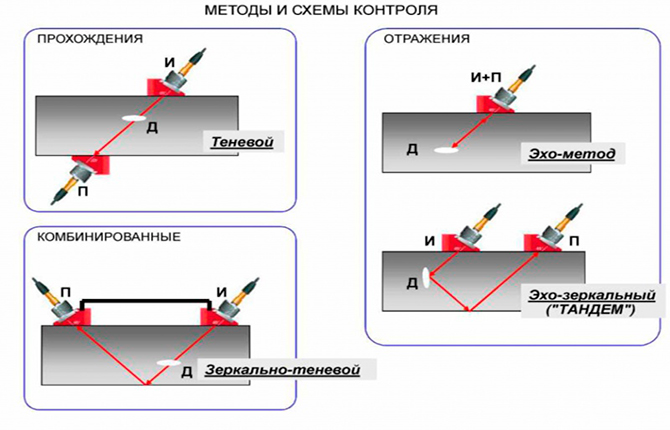
I det första fallet skickas ultraljud av enheten genom svetsskiktet. Om det finns defekter inuti metallen reflekteras pulsen i form av ett eko. Det vill säga att ultraljudet kommer tillbaka. Enheten registrerar returtiden, som bestämmer djupet på diskhon eller poren.
I det andra fallet används inte bara en enhet som skickar en ultraljudssignal, utan också en reflektor. Den senare är installerad på motsatt sida av rörledningens svetsfog. Om avståndet mellan de två delarna av enheten och ljudets restid är känt, är det genom att ändra den andra parametern (förstoring) möjligt att bestämma var defekten är belägen och vilken storlek den är.
Den tredje versionen av ultraljudsfeldetektering liknar den första.Endast feldetektorn är försedd med en reflektor, som är installerad på sömmens övre yta, precis som signalsändaren. Båda elementen är placerade parallellt med varandra. Om en signal kommer till mottagaren betyder det att det finns en defekt inuti metallen som reflekterade strålen.
Nästa metod liknar den föregående. Skillnaden är att signalanordningen och reflektorn är placerade i en vinkel på 90° mot varandra.
Den femte metoden för upptäckt av ultraljudsfel används sällan. Orsakerna är komplexiteten i att installera utrustningen och den långa dechiffreringen av de erhållna resultaten. Den är baserad på omdirigering av ultraljudsenergi, vars riktning ändrar svetsdefekten.
I det här fallet levereras en tvärgående stråle som omvandlas till en längsgående. Partiell spegelreflektion uppstår. Reflektorn fångar exakt den längsgående signalen, vars styrka bestämmer storleken på bristen i bli.

Magnetiska pulverfeldetektorer
Denna feldetektering är baserad på stålets egenskap att förändra magnetfältet nära områden som skiljer sig från huvuddelen i låg densitet. Här blir det svagare. Sprickor, håligheter eller porer inuti metallen har låg densitet på grund av luften som finns i dem.
För att upptäcka defekter i rörledningar används magnetiskt pulver, även känt som ett ferromagnetiskt ämne. Den hälls på svetsen, där elektrisk ström tillförs med hjälp av två spolar - magnetisering och ytterligare. Elektricitet inuti metallen skapar ett magnetfält. Om det finns defekter försvagas det runt dem. Detta är anledningen till att magnetiskt pulver attraheras.

Om det samlas pulver på ytan under undersökningen indikerar detta en sak - ett fel i svetsen har hittats i detta område.In-line feldetektering av huvudrörledningar utförs med denna metod.
Det finns två alternativ för testning - torr och våt. I det första fallet används magnetiskt pulver. I den andra är en suspension av detta pulver en vattenlösning.
För att kvaliteten på testet som utförs med det andra alternativet ska vara hög, är det nödvändigt att ytterligare behandla ytan som undersöks med ett mellanmaterial - teknisk olja, fett och andra.
Fördelarna med detektering av magnetiska partiklar inkluderar:
- tydligt resultat, synligt utan ytterligare enheter;
- lågt pris.
Brister:
- litet undersökningsdjup - upp till 1,5 mm;
- kan endast användas på rörledningar sammansatta av ferromagnetiska legeringar;
- svårighet att avmagnetisera stora rör.

Kapillärfeldetektorer
Denna teknik används för att upptäcka små ytsprickor som inte är synliga för blotta ögat. De bekräftar att metallen i korsningen mellan två sektioner av rörledningen är heterogen.
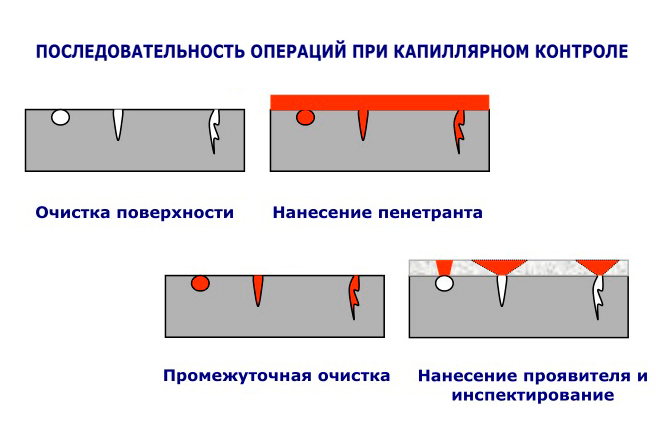
Processen för upptäckt av rörledningsfel utförs enligt följande:
- En indikatorsubstans, penetrant, appliceras på svetsfogen. Den har förmågan att tränga in i de minsta defekterna under inverkan av kapillärkrafter. Därav namnet på metoden.
- Den behandlade ytan rengörs från det applicerade ämnet, som redan har trängt djupt in i metallen.
- En framkallare i form av ett vitt pulver appliceras ovanpå. Detta kan vara talk, magnesiumoxid eller något annat ämne. Det har en viktig egenskap - adsorption. Det vill säga att det kan absorbera andra ämnen.
- Utvecklaren börjar dra ut penetrant ur sprickorna, vilket bildar ett mönster av fogfel på ytan av det vita pulvret.Samtidigt är indikatorn tydligt synlig i ultravioletta strålar.
Denna typ av detektering av rörledningsfel används vanligtvis om det är nödvändigt att upptäcka ytfel i metallen vid korsningen. Det är värdelöst för djupa defekter. Och detta är ett minus. Den största fördelen är enkel implementering.
Resultat
För att kontrollera rörskarvar i huvudrörledningar är det inte nödvändigt att använda en enda feldetekteringsmetod. Varje område kan undersökas på ett eller annat sätt. När du väljer den optimala metoden måste du först utvärdera hur väl fogen motsvarar den. Till exempel är kapillärmetoden lämplig för vattenledningar, för olja och gasledningar endast ultraljud.
Feldetektering av en rörledning är en nödvändig procedur som gör att du kan utvärdera kvaliteten på den utlagda rörledningen och identifiera alla möjliga brister. Det utförs med flera metoder. Det är bättre att utföra proceduren vid installationsstadiet, så att du efter avslutat arbete inte stöter på obehagliga "överraskningar" i form av läckor eller brott.
Vilken metod skulle du föredra att använda och varför? Skriv i kommentarerna. Dela artikeln på sociala nätverk och spara den i bokmärken för att inte förlora användbar information.
Vi rekommenderar också att du tittar på utvalda videor om vårt ämne.
Diagnostik av den linjära delen av huvudrörledningar.
Hur man utför röntgeninspektion av svetsar i produktion.



