Hur man enkelt böjer ett aluminiumrör hemma - enkla metoder
Böj aluminiumröret som metall-plast, hemma kan du antingen använda en rörbockare eller använda improviserade medel. För att få det bästa resultatet måste du känna till detaljerna i processen i förväg.

Innehållet i artikeln:
Funktioner av produktion, egenskaper hos aluminiumrör
Aluminiumrörsprofiler är indelade i tre grupper enligt produktionsmetod:
- kallbearbetad;
- nedtryckt;
- svetsade
Valsade aluminiumrör tillverkas på olika sätt
Den första positionen är aluminiumrör med en diameter på 6-150 mm. De är för allmänna industriella ändamål och produceras enligt GOST under nummer 18475-87.
Kärnan i tekniken är att ett aluminiumämne tas och ett genomgående hål borras längs axeln. Därefter rullas arbetsstycket mellan rullar och bildar ett tvärsnitt av den färdiga produkten.
Den andra positionen är aluminiumrör med en diameter på 6-220 mm, tillverkade enligt GOST 18482-79. Tekniken är baserad på metoden att pressa ett uppvärmt arbetsstycke på en speciell kvarn. Arbetsstycket placeras på matrisen och pressas tills den önskade formen bildas. Därefter valsas den halvfärdiga produkten på en kvarn genom valsar.
Den tredje positionen är aluminiumrör, gjorda antingen av plåt eller av tejp, även känd som remsor, genom att vrida och svetsa längs sömmen på insidan och utsidan. Det sista steget är nödvändigtvis varmhärdning av den färdiga produkten. Anledningen är avlastningen av inre spänningar i svetsområdena.
Aluminiumrör kan delas in i ytterligare två kategorier baserat på väggtjocklek:
- upp till 5 mm – tunnväggig;
- mer än 5 mm – tjockväggig.

Under produktionsprocessen används ofta ytterligare operationer som förbättrar tekniska och operativa egenskaper. Allt handlar om själva metallen. Vid temperaturer under +20°C kan deformation göra att strukturen går sönder. Därför används antingen värmebehandling, till exempel glödgning eller härdning, eller mekanisk bearbetning - kallhärdning, ett annat namn är kallhärdning.
Båda förbättringsalternativen gör det möjligt att tillverka hård och hållbar metall av seg och mjuk metall. Det är dessa profiler som används i olika utföranden.
Och ändå är hög duktilitet den största fördelen med aluminiumrör. Det vill säga att det inte är svårt att deformera eller böja produkten, men den förlorar inte sina egenskaper och egenskaper.
Var används aluminiumprodukter?
Användningsomfånget är brett. Orsaker till popularitet:
- Aluminiumprodukter kräver inget speciellt underhåll;
- lätthet för de resulterande strukturerna;
- enkel transport och installation, inklusive om produkten behöver böjas.
Huvudsakliga användningsområden:
- Lantbruk. Dränerings- och bevattningssystem är konstruerade av aluminiumrör, och stängsel för små djur och växter monteras.
- Oljeproduktion. Aluminiumrör är inerta mot petroleumprodukter och ändrar inte deras egenskaper under deras inflytande.
- Ventilationssystem. Aluminiumprodukter är lätta att deformera, skära och borra, de kan enkelt böjas, vilket förenklar processen med att installera ventilationskanaler och schakt.
- Konstruktion. Ramar för lusthus, hangarer och kapell är gjorda av aluminiumrör. De gör räcken, skärmtak, staket.Idag använder de allt oftare gardinfasader i bygget.
- Möbler – stolar, fåtöljer, bord etc.
- Reklam – skyltar, ställ, ramar för montrar.
Användbar: Hur man gör ett lusthus från ett profilrör med dina egna händer.
Böjningsprocess
Det är möjligt att böja ett aluminiumrör hemma, men detta äventyrar metallens densitet. På utsidan av böjen minskar den, på insidan ökar den. Som ett resultat blir det ofta en bristning på utsidan och kompression på insidan. Denna profil kan endast användas i obelastade strukturer.
Svårigheter
När du böjer ett rör hemma kan du stöta på flera hinder som minskar kvaliteten:
- Det är praktiskt taget omöjligt att böja aluminiumprofiler av anodtyp. De är hållbara och hårda, så det finns risk för att produkten går sönder (sprickor).
- I rör tillverkade genom pressning med varmpressning uppstår stora inre spänningar vid böjpunkterna.
- Duralumin, liksom legeringar där mangan tillsätts, har ökad hårdhet. De är inte heller lätta att arbeta med.
Om det rullade röret köptes utan certifikat är det inte svårt att avgöra vilken legering den är gjord av. Till exempel lämnar duralumin inte färg på dina händer. Du kan knacka på röret med en hammare. Ringsignalen indikerar att den är gjord av hård legering. Ett annat sätt att kontrollera är att skärpa kanten med en fil. Om en metallavlagring har bildats på den är legeringen mjuk.
Tillverkare måste markera ytan på rörprofiler. Du kan kontrollera det i en uppslagsbok och bestämma legeringen.
Relaterad artikel: Hur den tillverkas böjning av metallrör.
Böjningsmetoder
Innan du böjer ett aluminiumrör med dina egna händer hemma måste du förstå böjningsmetoderna. Men i början är det nödvändigt att indikera att rör kan böjas kallt eller varmt. När du väljer ett alternativ måste du överväga följande faktorer:
- vägg tjocklek;
- legeringskvalitet;
- produktlängd;
- komplexiteten hos den slutliga produktkonfigurationen.
Det finns grundläggande, även ofta använda, konfigurationer:
- böj - röret är böjt i ett plan i en vinkel på 45°-135°;
- inslag – två böjar på 135° vardera;
- kalach är en halvcirkel;
- fäste - röret böjs tre gånger (två extrema böjar är 135° vardera, den mellersta är 90°).
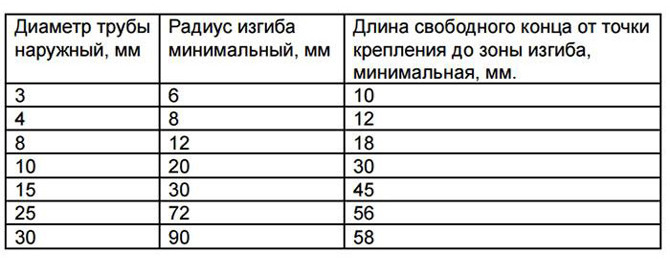
För att korrekt böja ett aluminiumrör hemma måste du ta hänsyn till några rekommendationer:
- Om en suturprodukt är böjd bör sömmen inte placeras i planet för de yttre eller inre böjningarna.
- Om produkter med en diameter på högst 20 mm böjs, bör radien inte överstiga två rördiametrar.
- Om valsade produkter med en diameter på mer än 25 mm böjs, bör böjningsradien vara tre gånger diametern.
Nödvändig utrustning
Det enklaste och mest pålitliga sättet att böja ett rör hemma är att använda en rörbockare. Denna utrustning presenteras på marknaden i två modifieringar - manuell och mekanisk.
Eftersom uppgiften är att självständigt böja aluminiumrör hemma, måste vi överväga manuella alternativ. De presenteras i tre modeller:
- Spak, aka Volnova-maskin. Maskinens design inkluderar en speciell form med en viss diameter. Röret placeras i den. Sedan, under verkan av en spak, böjer den sig. Processen utförs utan att värma arbetsstycket.
- Armborst.Här är allt tvärtom, röret böjer sig inte runt formen utan pressas in i den.
- Fjäderbelastad. För att skapa formen placeras en fjäder i röret. Därefter utsätts produkten för uppvärmning och efterföljande böjning. Operationen med små profildiametrar kan utföras "kallt". Efter avslutning dras fjädern ut.
Rörbockare är ofta utrustade med drivningar som förbättrar processens kvalitet. Drivsystem kan vara elektromekaniska eller pneumatiska. Med hjälp av sådan utrustning kan du använda olika tekniker för att böja aluminiumprofiler:
- Tryckande. Denna metod används vid bearbetning av rör med en diameter på högst 100 mm. I detta fall är den minsta böjningsradien lika med sex diametrar. Själva processen utförs genom att röret trycks mellan rullarna på en rörbockare. En av rullarna är i vinkel, vilket skapar en böj.
- Uthyrning Aluminiumröret förs genom tre rullar (rullar) placerade i vinkel mot varandra. På så sätt kan du böja profilen till en ring, en spiral eller en båge. För att uppnå hög kvalitet och exakt form utförs processen flera gånger. Så böjs inte bara rundvalsade produkter utan även profilerade.
- Körs i. Rörbockaren har ett så kallat rullhuvud, bestående av en kula och en form. Kulan skapar tryck på rörsektionen och där trycket är lågt böjs produkten i motsatt riktning. Processen utförs utan uppvärmning.
- Böj under tryck. Det första alternativet är att hälla olja eller vatten under tryck inuti. Röret installeras först i formen. Det är trycket som skapas inuti kaviteten som leder till böjning. Den andra metoden är att använda en press eller stämpel som trycker på böjområdet.

Hur man böjer ett rör hemma
Det är nödvändigt att omedelbart göra en reservation att om driften av böjning av aluminiumprodukter kommer att utföras hemma konstant eller med avundsvärd frekvens, är det bättre att köpa en rörbockare. Behöver du böja ett aluminiumrör utan rörbock så finns det flera sätt.
Det första alternativet involverar sand. Den torkas och siktas. Ena änden av profilen är pluggad, du kan använda en träpinne (chopik). Förberedd sand hälls på motsatt sida. För att säkerställa att den sitter tätt inuti produkten, knacka på ytan med en hammare. Varefter även slutet dämpas.
Därefter installeras aluminiumprofilen i fästet och böjs till önskad vinkel. Istället för ett fäste kan du använda två intilliggande träd, stolpar och andra strukturer som sticker upp, till exempel pinnar eller förstärkning som slås ner i marken.
Alternativ nummer två är samma tidigare metod, endast profilen böjs med extra uppvärmning. Detta görs vanligtvis om legeringen har gett produkten ökad styrka och hårdhet. Det viktigaste här är att undvika att värma samma område flera gånger.
Det tredje sättet att böja ett aluminiumrör hemma är att göra en mall av trä. Detta är ett runt platt ämne och en bräda. Båda elementen är av samma tjocklek, lika med diametern på produkten som böjs. De fästs enkelt på ett bord eller arbetsbänk med klämmor eller bultar. Den rullade produkten sätts in mellan träelement och böjs runt ämnet. Tavlan fungerar som stopp.

Den fjärde metoden är att fylla profilen med sand, lägga ändarna på två stopp och bilda en avböjning med en klubba.
Den femte metoden används när det är nödvändigt att böja ett aluminiumrör med stor diameter av en hållbar legering.För att göra detta behöver du en kvarn och svetsmaskin:
- Bestäm platsen för böjningen. Dess längd anges med krita.
- En kvarn används för att göra snitt längs den yttre ytan.
- Böj till önskad vinkel. Slitsarna är på utsidan.
- Skärningarna svetsas med elsvetsning.
Videon visar ett av de enkla och originella sätten att böja ett aluminiumrör hemma.
Grundläggande misstag när du arbetar
Det största misstaget som görs när man försöker böja aluminiumprofiler är att felaktigt identifiera legeringen. Om det är hårt och hållbart kan röret inte böjas utan uppvärmning. Om du lyckas göra en böj blir kvaliteten låg. Det är stor sannolikhet att det uppstår sprickor i kröken.
Det andra misstaget är en felaktigt vald böjradie. Som nämnts ovan väljs denna parameter med hänsyn till profilens diameter. Och ju större denna storlek, desto större bör radien vara. Till exempel är det omöjligt att böja ett rullat aluminiumrör med en diameter på 50 mm till en produkt med en böjningsradie på 100 mm så att ytan inte täcks av ett nätverk av sprickor. Även uppvärmning hjälper inte.
Uppvärmningen av röret måste utföras korrekt. Och detta är det tredje misstaget. För att göra detta, använd en gasfackla eller en vanlig blåslampa. För att kontrollera om aluminiumet är uppvärmt till önskat tillstånd eller inte, måste du ta med papper till det uppvärmda området. Om det börjar ryka betyder det att temperaturen är tillräcklig för att börja böjningsprocessen.
Inte alla metoder som beskrivs ovan tillåter att uppnå hög noggrannhet i konfigurationen av böjprofilen. Till exempel, om du behöver böja en bit med liten diameter, är det bättre att göra detta i slutet av röret, och inte i mitten.
För att uppnå det minsta området med en korrugerad del är det bättre att böja produkten med den kalla metoden, följt av sträckning.
Om hög hållfasthet hos profilväggarna krävs är det bättre att använda den hydrauliska böjningsmetoden. Den består av att hälla vatten eller olja under tryck inuti.
Du kan böja ett aluminiumrör med olika metoder, även utan specialutrustning. Det viktigaste är att välja en metod med hänsyn till profilparametrarna och uppfylla kraven för krökningsradien.
Jag skulle vilja höra kommentarer om olika sätt att böja aluminiumrör med egna händer. Dela artikeln på sociala nätverk, spara den i bokmärken.
Att böja ett rör manuellt utan en rörbockare i videon.




Materialet i artikeln är tydligt och användbart för mig. Jag har dock en fråga: är det möjligt att böja ett aluminiumrör Ø16 mm så att avståndet mellan rörens ändar är 20 mm. eller min. bara 30 mm?