Hur metallrör böjs: tekniska detaljer om arbetet
Rör böjda i vinkel har funnits inom olje- och kemisk industri, mekanik och apparatteknik.Inte ett enda arkitektoniskt eller byggprojekt kan klara sig utan dem.
Alla typer av beslag kan användas för svängar, men då kan det uppstå läckor och ibland är detta helt enkelt oacceptabelt av estetiska skäl. Ett mer attraktivt utseende och hög tillförlitlighet säkerställs genom att böja rör - en process som inte kränker deras integritet.
Vi kommer att berätta hur man bäst böjer ett metallrör med både kall och varm teknik. Artikeln vi presenterade beskriver detaljerna för att böja rör gjorda av olika material. Funktionerna för att arbeta med profil och konventionella runda rör ges.
Innehållet i artikeln:
Funktioner i böjningsprocessen
Varje metall har sina egna egenskaper; utan att ta hänsyn till dem är det omöjligt att ge valsad metall en komplex form. Det böjda röret utsätts för radiella och tangentiella krafter.
Den förra deformerar sektionen, och den senare bidrar till utseendet på veck. Huvudkravet för det slutliga resultatet är att rörets tvärsnitt ska förbli oförändrat och att det inte ska finnas några korrugeringar på väggarna. Böjning gör att du kan minimera antalet svetsar när du lägger rörledningar med alla typer av böjar.
Rörböjningsmetoder
Baserat på önskad böjvinkel, material och diameter på röret kan böjning göras manuellt eller med hjälp av specialutrustning. Det finns även varm och kall bockning, med och utan fyllning av rörhåligheten.

Efter att belastningen avlägsnats uppstår ett fenomen som kallas fjädring, vilket är direkt proportionellt mot materialets elasticitetsmodul. Mängden möjlig deformation beror också på den använda böjningsmetoden och objektets geometri.
Specifikationer för het teknik
Denna metod väljs när det är nödvändigt att böja ett rör med en diameter på 10 cm eller mer.Rör deformeras varma, både manuellt och med hjälp av mekanismer. Det finns något sådant som en minsta böjradie.
Längden på rörzonen som behöver värmas upp bestäms utifrån rördiametern och böjningsvinkeln. I detta fall kan avrundningen inte vara mindre än rördiametern multiplicerad med 3.
Hitta längden på den uppvärmda sektionen med formeln:
L = α x d / 15
I formeln: L är den nödvändiga längden i mm, α är böjningsvinkeln i grader, d är rörets ytterdiameter i mm, 15 är koefficienten. Låt oss säga att ett rör med en diameter på 200 mm måste böjas i en vinkel på 60⁰, då L = 60 x 200/15 = 800 mm, d.v.s. 4 diametrar.

För att böja röret måste det värmas till 900⁰. Den optimala temperaturen för att börja böja är 760⁰ och i slutet - 720⁰C. Vid förbränning försämras materialets hållfasthetsegenskaper.
Varmböjningsprocessen inkluderar flera operationer:
- göra en mall;
- sand packning;
- platsmarkering;
- värme;
- böjning.
För att förhindra att rörets tvärsnitt deformeras och att söta fläckar inte bildas på dess inre del vid böjningen, fylls det inre utrymmet med kvartssand.
Sanden torkas och kalcineras först för att avlägsna organiska föroreningar vid en temperatur av 150 till 500°C och passeras sedan genom en fin sikt med en cellstorlek på 3,3 x 3,3 mm. Innan du börjar stoppa röret måste du plugga ena änden av det.
Trä- eller metallpluggar med ett hål för gaser att strömma ut används som pluggar. Fin och våt sand kan inte användas, eftersom... den första är sintrad under termisk påverkan och fäster stadigt på rörens väggar.
Den andra, som ett resultat av bildandet av ånga, bidrar till utvecklingen av högt inre tryck, vilket kan få pluggen att flyga ut. Förekomsten av stenar i packningen är oacceptabel, de kan tränga igenom rörväggen.
Processen att stoppa röret är mycket arbetskrävande, så det transporteras till tornet och ges en något lutande eller vertikal position. Eftersom kvaliteten på böjningen är direkt beroende av packningens packning, tappas röret kontinuerligt under hela processen. Ett matt ljud indikerar att arbetsstycket är välfyllt.
Innan du fortsätter direkt till huvudoperationen, ritas områden med framtida böjar på ett rör fyllt med sand och fäster en mall. Rören värms upp i ugnar eller ugnar. Böj både manuellt och mekaniserat.
I det senare fallet används speciella plattor, utrustade med tryckstolpar, med hjälp av vilka den uppvärmda sektionen av röret fixeras, och klämmor som tjänar till att hålla änden av röret på plattan.En kabel läggs på motsatta änden av röret, vars spänning med hjälp av en vinsch eller kapstan får röret att böjas.
För att förhindra att rörväggarna deformeras placeras packningar - raka eller krökta - i utrymmet på rörstativet. Den fria änden med kabeln ansluten till den säkras med hjälp av ett stativ. Under processen övervakas rörets geometri genom att periodiskt applicera en mall på den.
Efter att ha böjt röret i önskad vinkel, tas pluggarna bort från det genom att bränna eller helt enkelt slå ut dem. Sanden hälls ut, röret rengörs och tvättas. Utför en sista böjningskontroll med hjälp av en mall.
Kall böjning
För att ändra konfigurationen av rör med små diametrar används olika manuella enheter; för stora diametrar används mekaniserade rörbockare. Hemma krävs oftast böjning av vatten- och gasrör. stålröranvänds vid konstruktion av vattenförsörjning och värmesystem.
Att böja ett rör vid 90⁰ kallas en böj, 180⁰ är en rulle, med bildandet av en avsats är en inslag, och i form av en slinga är en konsol.

Det finns andra enheter för manuell bockning. Hemma, för att göra en spole för uppvärmning av vatten, lindas ett rostfritt stålrör med en diameter på cirka 20 mm helt enkelt på ett stycke rör med stor diameter. Först svetsas ett fäste på ett stort rör, placeras på stöd och spänns fast.
Röret är tätt fyllt med sand och stängt med pluggar, sätts sedan in i fästet och lindningen börjar. Röret som används som mall måste vridas, så det kommer att kräva ansträngningar från minst två personer. Efter att ha lindat klart är spolen jämn.

Att böja ett rör av rostfritt stål eller annat material hemma kan göras med den enklaste enheten. Det är tillrådligt att använda det för små volymer av arbete.
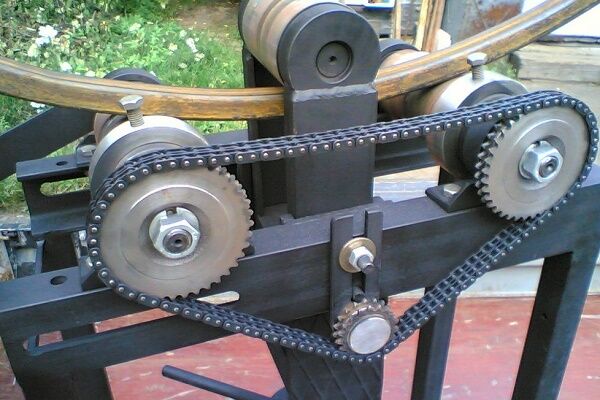
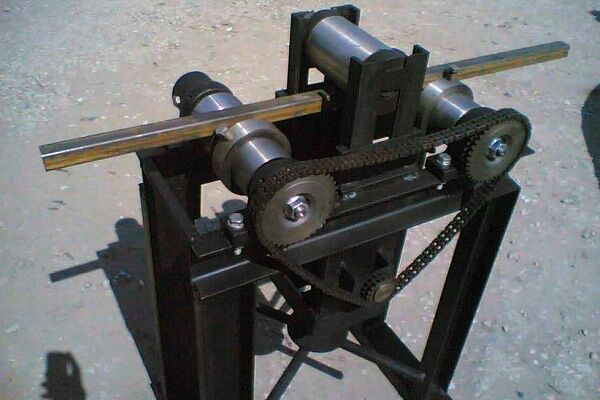
Du kan bygga en enkel mekanisk rörbockningsmaskin med dina egna händer, speciellt om du har svetsfärdigheter och är bekant med en svetsmaskin:
För tillverkning av primitiva rörböjningsanordning Du behöver en betongplatta, metallstift och en borrhammare. Plattan är indelad i celler 40 x 40 eller 50 x 50 mm. Med hjälp av en stansare borras hål i hörnen på cellerna och stift sätts in i dem.
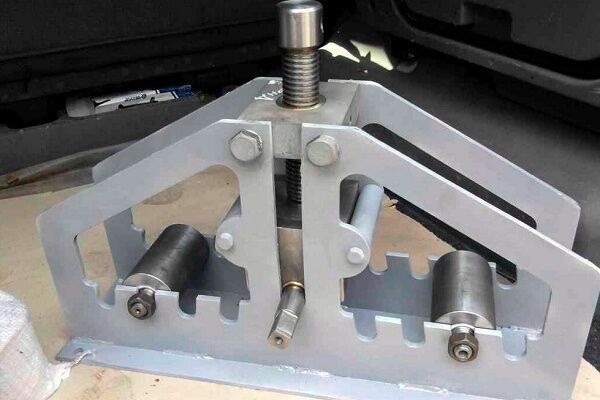
Den rörformiga produkten förs in mellan stiften och böjs med kraft. Noggrannheten med denna böjningsmetod är inte idealisk, men den är ganska tillräcklig för att använda arbetsstycket hemma. För böjning med högre precision kan du använda en enhet gjord på basis av en domkraft.

För att förhindra att rörets inre lumen deformeras används medel för att motverka denna process från insidan. Sand används oftast som inre begränsare. I det här fallet sätts en plugg in i ena änden av röret, sand hälls genom den andra och sedan pluggas den med en plugg. Därefter utförs böjning.
Ibland är limitern en fjäder som är speciellt gjord för detta ändamål. För lindning används tråd med en diameter på 1 till 4 mm. Fjädern ska passa fritt i röret vid böjningspunkten, en del av tråden lämnas utanför.
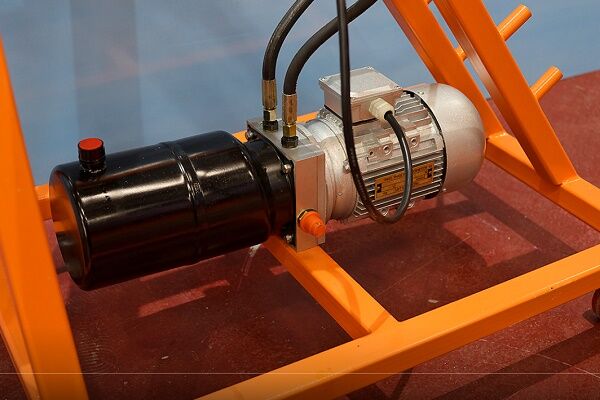
Det hydrauliska systemet med handverktyg, bärbara och stationära maskiner underlättar avsevärt böjningsprocessen och påskyndar processen med rördeformation:
Efter att böjningen är klar tas fjädern bort genom att dra i tråden. När du arbetar med ett rör med fyrkantigt tvärsnitt väljs tråd med samma tvärsnitt för att göra en fjäder.
En bunt av tråd som består av separata segment, som trycks inåt en i taget till punkten för framtida böjning, är också lämplig för detta ändamål. Efter att operationen är klar tas segmenten också bort en efter en. Du kan manuellt böja ett rostfritt rör med ett tvärsnitt på upp till 4 cm och en väggtjocklek på 0,3 cm.

För att arbeta med stora diametrar krävs professionell utrustning. Det finns rörbockningsmaskiner utrustade med dorn. Detta strukturella element är en vanlig metallstav.

Innan böjningsprocessen påbörjas placeras den inuti för att förhindra deformation av rörväggarna. Domarna som ingår i satsen har olika sektioner, så du kan välja den du behöver för en specifik diameter av rörprodukter.
Ändra konfigurationen av rör gjorda av icke-järnmetaller
Icke-järnmetaller har en mycket användbar egenskap - hög duktilitet. De är dock inte tillräckligt starka. Under böjningsprocessen, som ett resultat av appliceringen av kompressions- och dragkrafter, kan röret kollapsa eller brista. För att förhindra att detta händer måste du strikt följa tekniken.
Hur böjer man koppar- och mässingsrör?
Både varma och kalla metoder används för att böja koppar- och mässingsrör. När man väljer det första väljs sand som inre fyllmedel och smält kolofonium används som andra fyllmedel. Böjningstekniken är densamma som för stålrör.
Rörformade produkter gjorda av koppar och mässing är föremål för glödgning och efterföljande kylning före kallböjning. Temperaturintervallet för båda materialen är detsamma - från 600 till 700⁰С. Skillnaden ligger i kylmediet - koppar placeras i vatten och mässing kyls i luft.
När processen är klar, avlägsnas hartset genom att smälta det. För att förhindra rörbrott bör processen aldrig startas från mitten av röret, endast från ändarna. Både enkla verktyg och komplex maskinutrustning används som bockningsanordningar.
Manuella rörbockare fungerar på grund av mänskliga fysiska ansträngningar, medan hydrauliska reducerar dessa ansträngningar till ett minimum. Båda är utrustade med utbytbara munstycken så att du kan välja önskad diameter.

Det är mycket lättare att arbeta med koppar- och mässingsrör än med stål, men metalldeformation under böjning sker enligt samma fysiklagar. I bockningssektionen upplever den yttre ytan spänning, vilket resulterar i att väggarna blir tunnare.
Inuti röret sker omvända processer - väggen krymper och blir tjockare. Det finns risk för att den runda sektionen förvandlas till en oval och minskar den nominella diametern, så böjning bör inte påbörjas utan att åtgärder vidtas för att förhindra dessa fenomen.
Böjning av aluminiumrör
Grundläggande metoder böjning av aluminiumrör samma som mässing eller koppar:
- trycka mellan rullarna;
- rullande;
- rulla tillbaka;
- tryck.
Innan du fattar ett beslut om hur och på vilket sätt du ska böja aluminiumrör måste du bekanta dig med var och en. Den första metoden används för tunnväggiga rör med en maximal diameter på 10 cm, när det är nödvändigt att erhålla en mjuk böj med låga noggrannhetskrav. Minsta radie är strikt reglerad här. Dess storlek är 5-6 rördiametrar.
Sektionens krökning bestäms av avböjningsrullens läge. Inredningsdekorativa element är oftast gjorda på detta sätt. Den andra metoden är att böja rörmaterial med stor diameter, för vilket 3-rullars rörbockare används.Röret dras mellan drivrullar, vars orientering bestämmer böjningsradien.

Noggrannheten för denna metod är ännu lägre än den föregående, men delen kan böjas om och processen upprepas tills den önskade geometrin uppnås.
Böjning av tunnväggiga aluminiumrör kan göras manuellt med rätt förberedelse:
Valsmetoden tillhandahåller inte närvaron av inre fyllmedel, så det används inte för att erhålla små radier.När du väljer denna metod kommer det inte att vara möjligt att uppfylla de stränga kraven på sektionens ovalitet vid böjen.
För att deformera ett aluminiumrör med tryck används pressar med stämplar installerade på dem med en matris av önskad form. Den givna geometrin erhålls som ett resultat av påverkan av tryck som utövas utifrån.
I vissa fall kan trycket vara internt, när röret placeras i en form och vätska tillförs inuti med ett tillräckligt tryck för att trycka det mot väggarna.
Det är inte lätt att böja duraluminrör, eftersom... Detta material är ganska hårt och fjädrande. För att underlätta processen bränns de omedelbart före böjning vid en temperatur på 350 till 400⁰C, vänta sedan tills rören svalnar naturligt i luften.
Metoder för att böja rör med stor diameter
Relativt nyligen uppenbara metoder är att böja rör med industriella och högfrekventa strömmar och böja med spänning. I det första fallet används en högpresterande högfrekvent installation, där ett rör med en diameter på 95 - 300 mm värms, böjs och kyls.
Den består av två delar - en mekanisk i form av en bockningsmaskin och en elektrisk, som inkluderar en elektrisk del och en högfrekvent installation.
Röret deformeras endast i det uppvärmda området i induktorzonen. Geometrin ändras till en given storlek under påverkan av en avböjningsrulle. Med denna metod kan du få en böjning med en liten krökningsradie.
Böjning med den andra metoden utförs på bocknings- och sträckmaskiner, som inkluderar ett roterande bord. Röret utsätts för stora drag- och böjkrafter. Så erhålls brant krökta böjar med konstant väggtjocklek längs hela omkretsen.
Metoden används för att böja rör med stor diameter som används inom flyg-, fordons- och varvsindustrin, där höga krav ställs på rörledningen. Fördelen är möjligheten att böja rör med en vägg på 2 - 4 mm med 180⁰.
Funktioner av profilböjning
Profilrörsprodukter har ett mer estetiskt utseende än sina runda motsvarigheter, varför de ofta finns i hushållskonstruktioner. Vid böjning verkar en tryckkraft på den från insidan och en dragkraft från utsidan. Du bör noggrant välja böjningsmetod innan du påbörjar denna operation.
Profilsortimentet inkluderar rör med ett tvärsnitt i form av en kvadrat, oval eller rektangel.
Det finns flera nyanser och du bör inte glömma dem när du gör flexibla profilrör hemma utan specialutrustning:
- Den optimala längden på böjsektionen för korrugerade rör med tunna väggar och ett tvärsnitt på upp till 2 cm är höjden på röret multiplicerat med 2,5.
- För tjockväggiga rör bestäms längden på bockningszonen genom att multiplicera tvärsnittet med tre. Annars kan sprickbildning av materialet från utsidan eller deformation från insidan inte undvikas.
- Minimivärdet för krökningsradien är böjsektionen multiplicerad med 2,5.
Utan att ta hänsyn till dessa krav kan du inte ens hoppas på ett bra resultat. Böjningsmetoderna skiljer sig inte från de som används vid arbete med produkter med ett runt tvärsnitt. Dessutom kan du använda den manuella bockningsmetoden med tvärsnitt, som görs på tre sidor av röret.
Längden på snitten och deras antal bestäms av beräkningar. Låt oss säga att det finns ett rör 40 x 90 mm. Du behöver utföra en hel varv, d.v.s. böj längs väggen 40 mm i en vinkel på 180⁰ med en radie på 150 mm. Beräkna först längden på halvcirkeln baserat på den yttre radien:
L = (2π r: 2 = 2x 3,14 x 190) : 2 = 596,6 mm
För den inre radien är beräkningarna desamma:
Lin. = (2 x 3,14 x 150) : 2 = 471 mm.
Summan av skärlängderna på den inre radien bestäms av formeln: Lout = L – Lin = 596,6 – 471 = 126 mm.
De som vill göra det själva manuell rörbockare eller profilrörsbockningsmaskin Med dina egna händer hittar du i artiklarna vi erbjuder mycket användbar information, diagram och användbara rekommendationer.
Om vi tar hänsyn till att en slipmaskin kan göra ett snitt 5 mm brett, så får du på ett böjplan 126 mm långt 25 slitsar, varefter röret böjs tills kanterna på utskärningarna berörs. Slitsarna svetsas och sömmarna rengörs.

Det finns ett annat sätt på vilket profil- och rundrör böjs, men det kan bara användas på vintern. För att göra detta, sätt in pluggar i rörets ändar, häll vatten inuti och vänta tills det stelnar. Röret böjs, styr processen med en mall, sedan tas pluggarna bort och vätskan avlägsnas.
Användbar: Hur man gör ett lusthus från ett profilrör med dina egna händer.
Slutsatser och användbar video om ämnet
Video #1. Hur man böjer ett rör med improviserade medel, du lär dig från den här videon:
Video #2. Hur man böjer ett rör med valfritt tvärsnitt till en cirkel:
Video #3. En hemmagjord rörbockare är en nödvändig sak i hushållet:
När man utför reparationer eller bygger ett hus uppstår ofta behovet av att böja ett rör - runt eller profil. Om volymen är liten kan du göra det själv. Massböjning av rörprodukter är endast möjlig med specialutrustning.
Berätta om hur du böjde ett metallrör för att bygga ett växthus eller andra ändamål. Dela med webbplatsbesökare tekniska nyanser som bara du känner till. Skriv kommentarer i blocket nedan, lägg upp bilder relaterade till ämnet för artikeln och ställ frågor.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Bra artikel :)