Lödning av kopparrör: steg för steg analys av arbete och praktiska exempel
Hemhantverkare försöker själva utföra bygg- och reparationsarbeten, vilket gör att de inte bara kan spara familjens budget utan också vara helt säkra på ett högkvalitativt resultat. Därför måste de behärska nya tekniker och teknologier, som att löda kopparrör.
Vi kommer att berätta hur du monterar och ansluter kommunikation från kopparrör. Här får du reda på vilka förbrukningsmaterial och verktyg som utföraren behöver. Färdigheter som är användbara även i vardagen gör det möjligt att självständigt montera rörledningar med utmärkta prestandaegenskaper.
Innehållet i artikeln:
Kopparlödning: varför du bör lära dig det
Kopparrörledningar används sällan i praktiken. Anledningen till detta är den ganska höga materialkostnaden. Kopparrörledningar anses dock med rätta vara de bästa.
Denna metall överträffar alla andra material i värmebeständighet, flexibilitet och hållbarhet. Uppvärmning av kopparledningar efter montering kan den gjutas i betong, gömmas i väggar etc. Ingenting kommer att hända dem under drift.

Detta är värt att överväga när du väljer material för uppvärmning eller VVS. När det gäller långsiktig drift är de högre kostnaderna väl värda det. Förutom de utmärkta prestandaegenskaper som koppar har är den ganska enkel att installera. "Skrämmande berättelser" om svårigheter med lödning är oftast överdrivna.
Koppar är ganska lätt att löda. Dess yta kräver inte användning av aggressiva rengöringsmedel. Många lågsmältande metaller har hög vidhäftning, vilket förenklar valet av lod.
Dyra kopparflöden behövs inte, eftersom våldsamma reaktioner med syre inte uppstår när metallen smälts. Under lödningsprocessen deformeras inte röret, dess form och dimensioner förblir oförändrade. Den resulterande sömmen kan olödas vid behov.
Metoder för lödning av koppardelar
Lödning anses vara den bästa metoden för att sammanfoga koppardelar. Under drift fyller smält lod det lilla gapet mellan elementen och bildar en pålitlig anslutning.
Det finns två vanligaste metoder för att erhålla sådana föreningar. Detta är kapillärlödning vid hög och låg temperatur. Låt oss ta reda på hur de skiljer sig från varandra.
Funktioner för högtemperaturanslutningar
I detta fall sker processen att sammanfoga kopparelement vid temperaturer som överstiger +450 grader. Sammansättningar baserade på ganska eldfasta metaller: silver eller koppar väljs som lod.
De ger en hållbar söm som är resistent mot mekaniska skador och höga temperaturer. En sådan koppling kallas solid.

Det speciella med den så kallade hårdlödningen är glödgningen av metallen, vilket leder till dess uppmjukning. Därför, för att förlusten av koppars hållfasthetsegenskaper ska vara minimal, bör den färdiga svetsen endast kylas naturligt, utan att använda konstgjord blåsning eller nedsänkning av delen i kallt vatten.
Den solida anslutningen används för rör med en diameter på 12 till 159 mm. Högtemperaturlödning används för att ansluta gasrör.
I VVS används det i processen att montera vattenrör för monolitisk sammanfogning av delar vars diameter överstiger 28 mm. Dessutom används denna anslutning i de fall där temperaturen på vätskan som cirkulerar i rören kan överstiga +120 grader.
Högtemperaturlödning används också för montering av värmesystem. Dess fördel är möjligheten att ordna en gren från ett tidigare installerat system utan att först demontera det.
Lågtemperaturlödning i delar
Mjuk eller lågtemperaturlödning är anslutningen av koppardelar, under vilken temperaturer under +450C används. I det här fallet väljs mjuka, lågsmältande metaller, såsom tenn eller bly, som lod.
Bredden på sömmen som bildas av sådan lödning kan variera från 7 till 50 mm. Den resulterande föreningen kallas mjuk. Det är mindre hållbart än hårt, men har ett antal betydande fördelar.

Den största skillnaden är att metallen inte glödgas under lödningsprocessen. Följaktligen förblir dess styrka densamma.
Dessutom är temperaturen vid lågtemperaturlödning inte lika hög som vid högtemperaturlödning. Därför anses det vara säkrare. Så kallade mjuka anslutningar används för montering av rör med liten diameter: från 6 till 108 mm.
Lågtemperaturanslutningar i VVS kopparrör används för installation av vattenledningar och värmenät, men under förutsättning att temperaturen på vätskan som cirkulerar i dem är mindre än +130 grader. För gasledningar är användningen av anslutningar av denna typ strängt förbjuden.
Vad kommer att behövas i processen?
För att göra högkvalitativa anslutningar behöver du specialmaterial och verktyg. Först och främst, för att behandla den förrensade ytan på delarna behöver du flussmedel. Det tar bort oxider från basen, förbättrar flödet av smält lod och minskar ytspänningen.
Utöver detta behöver du också lod för att arbeta med koppar. För högtemperatursvetsning väljs ett material som inte innehåller bly. På förpackningen ska det stå "blyfri" eller "blyfri".
För lågtemperaturlödning väljs lågsmältande lod, som kan innehålla tenn, koppar, vismut och silver. Lågtemperaturlod finns i form av 3 mm tråd.

För att arbeta behöver du verktyg. För det första, rörskärare. Med dess hjälp kan du skära delar till önskad storlek.Det är viktigt att välja ett verktyg av hög kvalitet så att det mjuka materialet, som är koppar, inte skrynklas.
Du behöver också en fasborttagare för att ta bort graderna. Annars kommer det att vara omöjligt att sätta in en del i en annan. En borste eller borste används också för att rengöra rörens inre yta.

Olika verktyg används för att värma kopparelement. Oftast väljer de för lågtemperaturlödning gasbrännare, med en snävt riktad låga.
Gasutrustning i detta fall fungerar från en cylinder med en blandning av propan och butan eller med ren butan. En sådan fyllning räcker till 3-4 hundra leder.
Enheten fungerar effektivt, när den värms upp av en brännare värms röret upp på några sekunder. Högtemperaturlödning utförs med gasblandningar av propan-syre eller acetylen-luft.
Dessutom kan lödning utföras med hjälp av en speciell elektrisk lödkolv utformad för att arbeta med koppardelar. Enheten kan arbeta med både hård och mjuk lödning. Lödkolven är ansluten till nätverket och används där det är omöjligt att arbeta med öppen låga. Enheten är utrustad med klämtång och avtagbara elektroder.
Utöver dessa verktyg behöver du för installation av rörledningar en markör eller penna, måttband, hammare och byggnadsnivå.
Lödteknik för kopparprodukter
Efter att ha förberett verktygen och materialen kan du börja lödningsprocessen. Vi utför alla operationer i följande ordning:
Skär delen till önskad längd
En mängd olika verktyg kan användas för att kapa kopparrör. Det vanligaste verktyget är en manuell rörskärare. För att säkerställa ett jämnt snitt, håll röret endast vinkelrätt mot verktyget.
Vi klämmer fast delen mellan rullen och bladet och roterar rörskäraren runt den. Glöm inte att dra åt justerbulten med ungefär ett tredjedels varv efter varje varv. När du använder en rörskärare blir snittet jämnt, och grader uppstår endast inuti röret.

Men samtidigt kommer produktens diameter att minska något, vilket är oönskat. Du kan undvika deformation av delen genom att skära den med en bågfil. Men i det här fallet kommer det att finnas många grader som måste tas bort, och du måste använda en mall för att minska avfasningen på snittet.
Skrynkling eller ovalisering av rörsnittet kommer att leda till obehagliga konsekvenser, eftersom det säkert kommer att ändra storleken på installationsgapet. Dess värde bör ligga i intervallet 0,02-0,4 mm. Om gapet är mindre kommer lod inte att kunna komma in i det. Genom att öka gapet kommer kapilläreffekten inte att uppträda.
Som ett resultat av skärning bör resultatet vara en del med en strikt cylindrisk ände, med en minimal skärvinkel. Se till att ta bort eventuella grader från delen, rengör dess insida med en borste och avfetta den. Vi skär den andra rörbiten på samma sätt. Vi tar en rörexpander och använder en hammare för att öka diametern på det andra röret.

Vi kontrollerar hur delarna passar in i varandra, kontrollerar dimensionerna på det resulterande installationsgapet. Det måste motsvara exakt normen. Vi rengör och avfettar den andra delen.Vi utför operationen över hela rörets tvärsnitt och kom ihåg att längden på anslutningen måste vara lika med delens diameter.
Applicera flussmedel på rörets yta
Enligt teknikens regler lödning av kopparrör, måste ett lager av flussmedel appliceras på delarna. Vi tar kompositionen och applicerar den försiktigt med en borste på rörets yttre yta, som kommer att ligga inuti fogen.
Vi utför operationen mycket noggrant. Vi försöker samla in den minsta mängden lösning och fördela den fullständigt över delen. Det ska inte finnas något överskott av flussmedel kvar på ytan.
Anslutning av delar före lödning
När flussmedlet har applicerats på delarna måste de sammanfogas. Detta måste göras tillräckligt snabbt så att inga partiklar av föroreningar kommer in på den våta ytan. Om vi arbetar med ett beslag eller ett uttag gör vi en komplett anslutning av elementen.
För att göra detta, rotera dem hela vägen. Under rotationsprocessen "faller" delarna inte bara på plats, utan flödet fördelas också över installationsgapet så jämnt som möjligt.

Det är förbjudet att lämna flussmedel på delen, eftersom det är en aggressiv kemisk sammansättning.
Lödning av en kran med en beslag baserad på en kompressionsring utförs i följande ordning:
Fogbildning vid lågtemperaturlödning
När du gör en mjuk anslutning är det obligatoriskt att använda lågsmältande lod och lågtemperaturfluss. För uppvärmning kan du ta en vanlig eller liten gasbrännare, som laddas med en blandning av propan och luft eller propan med butan och luft. Du kan också ta en speciell elektrisk lödkolv.
Vi tar brännaren, sätter på den och riktar lågan till skarven på rören. Kontaktlappen som är placerad mellan lågan och delen måste ständigt flyttas. Detta är nödvändigt för att säkerställa att elementen värms upp jämnt. Vi tar lod och rör vid monteringsgapet med det då och då. När det är tillräckligt uppvärmt börjar lodet smälta.

Så snart detta händer, flytta brännaren åt sidan så att lodet fyller kapillärgapet helt. Om lodet ännu inte har börjat smälta, fortsätt uppvärmningen. En speciell egenskap med lågtemperaturlödning är att lodet inte är speciellt uppvärmt. Det ska smälta från värmen från de uppvärmda elementen i anslutningen.
Efter att lodet fyllt kapillärgapet helt måste det tillåtas svalna, helst under naturliga förhållanden. Man måste komma ihåg att den resulterande mjuka anslutningen har låg styrka, så att röra den när den är varm är förbjuden.
En annan viktig punkt. Under lödningsprocessen är det extremt viktigt att inte överhetta kopparn. Annars kommer flödet som appliceras på metallen att förstöras och kommer följaktligen inte att kunna lösa upp och avlägsna oxider, vilket kommer att ha en kraftigt negativ effekt på anslutningens kvalitet.
Därför är det lämpligt att använda flussmedel med lödpulver. När temperaturen på delen är tillräcklig för att värma lodet kommer pulvret att smälta och droppar av smältan kommer att synas inuti flussmedlet.
Om användningen av en låga av någon anledning är oacceptabel, används lödmaskiner som drivs med el. Sådan utrustning är en uppsättning av en strömförsörjning, elektriska tång och en lödkolv.
Förfarandet för uppvärmning och efterföljande bildande av en anslutning med en lödkolv skiljer sig inte från det som beskrivs ovan. Den enda varningen: det kan ta kortare tid att värma upp delarna helt än vid uppvärmning med en brännare.
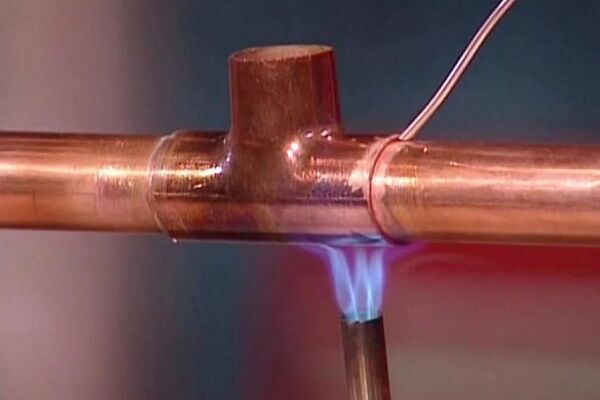
Sömbildning vid högtemperaturlödning
I processen med sådan lödning används också en gasbrännare för att värma delarna. Den drivs med en blandning av propan och syre eller acetylen och luft. Det är möjligt att använda en acetylen-syreblandning.
Experter rekommenderar att värma upp delar jämnt och snabbt. Det vill säga att uppvärmningsprocessen ska vara kort. Gasen som brinner i enheten bör ge en klarblå låga med låg intensitet.

Vi flyttar brännaren smidigt längs den framtida anslutningen så att uppvärmningen blir så enhetlig som möjligt. När kopparn värms upp till ca 750C kommer den att få en mörk körsbärsfärg. Vid denna tidpunkt, applicera lod.
För att värma upp den bättre kan du värma upp den lite med en brännare. Men samtidigt måste vi komma ihåg att lodet ska smälta från de uppvärmda delarna av anslutningen och inte från brännaren. Helst måste du förse anslutningen med minimal uppvärmning, där lodet omedelbart smälter och fyller monteringsgapet första gången.
Detta kanske inte fungerar direkt, men när du får erfarenhet kommer resultatet att förbättras. Efter att ha fyllt gapet helt med löd, låt anslutningen svalna. Det rekommenderas inte att röra vid det här tillfället. Torka av den kylda sömmen noggrant för att ta bort eventuellt kvarvarande flussmedel.
Detaljerad analys av tekniken för lödning av kopparrörledningar med en gasbrännare anges i artikeln, vars innehåll vi råder dig att bekanta dig med.
Säkerhetsåtgärder vid lödning av kopparrör
Nybörjare hantverkare är intresserade av hur man löder kopparrör korrekt, men samtidigt glömmer de säkerheten. Detta kan inte göras. Du måste förstå att koppar har en hög värmeledningsförmåga, så du kan inte hålla delarna i dina händer utan någon form av skydd.
Slarv och slarv i kopparrörledningsmontage kan resultera i en termisk brännskada. Små element upp till 0,3 m långa hanteras endast med skyddshandskar eller hålls med tång.
Försiktighet krävs också när man arbetar med flussmedel. Detta är en extremt aggressiv komposition. Om det kommer på huden under lödningsprocessen bör du omedelbart avbryta arbetet och tvätta bort flussmedlet från huden med mycket tvålvatten.Annars kan inte bara termiska utan även kemiska brännskador uppstå på huden.

Arbetskläder måste också väljas korrekt. Syntetiska tyger är absolut inte lämpliga. Konstgjorda fibrer är mycket känsliga för höga temperaturer. Det smälter och tar lätt eld, så för arbete är det bäst att välja tjocka kläder av naturlig bomull.
En annan viktig punkt. När delarna är uppvärmda börjar flussmedlet brinna. Dess ångor är farliga för människor. Av denna anledning måste rummet där lödning av kopparrör utförs vara väl ventilerat.
Erfarna hantverkare råder dem som börjar löda för första gången att först öva på rörrester. Övning visar att efter tre eller fyra oberoende genomförda anslutningar kan du redan börja installera rörledningen. I det här fallet är det lämpligt att montera systemet på golvet och först därefter börja löda.
Den färdiga rörledningen måste sköljas noggrant med rent varmt vatten för att avlägsna löd och flussmedel från insidan av delarna.
Grundläggande misstag vid lödning
Processen att löda kopparrör är ganska enkel, men kräver viss erfarenhet. Nybörjare gör ofta misstag i sitt arbete.
Låt oss överväga de viktigaste:
- Förekomsten av defekter på ytan av de delar som ansluts. Sådana defekter kan uppstå under skärningen av röret. Om lödning utförs över en defekt blir sömmen svag.
- Förorening i området där element är sammankopplade. Delar måste avfettas efter kapning och rengöring.
- Otillräcklig bredd på installationsgapet.Enligt reglerna, för delar med ett tvärsnitt från 6 till 108 mm, bör spaltdimensionerna vara från 7 till 50 mm.
- Otillräcklig uppvärmning av delar. I det här fallet kommer lodet inte att kunna smälta ihop ordentligt med substratet. En sådan söm kommer lätt att bryta även med en liten belastning.
- Flux täcker inte hela rörets yta. Oxider förblir på ytan av delen, vilket negativt påverkar kvaliteten på sömmen.
- Överhettning av anslutningsområdet. Leder till flussförbränning och bildning av oxid och beläggningar. Som ett resultat försämras kvaliteten på anslutningen kraftigt.
- Kontrollerar en varm anslutning. Innan du kontrollerar sömmens kvalitet måste du se till att röret har svalnat. Annars kommer anslutningen oundvikligen att deformeras och förlora styrka.
- Ignorera säkerhetsreglerna. Lödning utförs vid höga temperaturer och med aggressiva kemikalier. Skyddskläder, mask och handskar krävs.
Det kan vara svårt för en nybörjarmästare att självständigt bestämma graden av uppvärmning av delarna, då är det värt att bjuda in en professionell och göra de första anslutningarna under hans ledning.
Han kommer att introducera dig till metoderna för att konstruera värmekretsar från kopparrör. nästa artikel, som vi rekommenderar att du bekantar dig med.
Slutsatser och användbar video om ämnet
Du kan lära dig mer intressant information om lödning av kopparrör från följande videor.
Video #1. Funktioner av högtemperatur kopparlödning:
Video #2. Så här löder du kopparbeslag korrekt:
Video #3. Vilka typer av flussmedel finns det för lödning?
Att löda kopparrör själv är en användbar färdighet som definitivt kommer väl till pass för hemhantverkaren. Kopparrörledningar fungerar under mycket lång tid och utan problem.Med tanke på den ganska höga kostnaden för sådana delar kan du spara mycket på självmontering och få en högkvalitativ pipeline till ett mycket rimligt pris.
Har du personlig erfarenhet av att ansluta kopparrör genom lödning? Kanske har du kunskap om nyanserna i att utföra arbete? Skriv kommentarer i blocket nedan, ställ frågor, dela din åsikt och bilder om ämnet för artikeln.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Jag stöter väldigt sällan på kopparrör, väldigt få människor använder dem faktiskt och föredrar billigare och mer användbar plast. Men jag har sett sådana rör i hus som säger sig vara "elitstatus". De passar perfekt in i interiören där. Och jag var också tvungen att löda dem. Jag kan säga av personlig erfarenhet att det här arbetet är både enkelt och det finns nyanser.
Koppar är en lyhörd metall och kommer i sig inte att orsaka dig problem. Men om du själv gör misstag, kommer efter en tid platsen för din lödning att läcka. Till alla som plötsligt står inför behovet av att löda ett kopparrör, först och främst kommer jag att säga - var inte lat och slösa inte tid på det förberedande arbetet! En bra start är halva striden.
Om du avfettar det dåligt kommer det att läcka. Rengör du det dåligt är det samma sak. För det andra: en måttlig men tillräcklig mängd flux. Om du ångrar dig kommer det att läcka. Överdriv det och du kommer att sluta med en ful led. För det tredje: korrekta temperaturförhållanden. Överhettning och underhettning är lika dåligt. I allmänhet, om du ska löda för första gången, så är det bäst att hitta en bit kopparrör någonstans och öva, som i utkastet. Identifiera samtidigt dina möjliga misstag.