Hur man svetsar vertikala och horisontella sömmar med elektrisk svetsning: steg-för-steg-instruktioner
Elektrisk svetsning är en teknik för att kombinera strukturen av metaller genom uppvärmning och smältning med en elektrisk ljusbåge.Det har blivit utbrett inom olika sfärer av den nationella ekonomin, inklusive den privata sektorn.
Faktum är att denna metod kan användas för att svetsa ihop alla metaller, med hänsyn till ljusbågens temperatur (7000-8000 grader). Men innan du vänder dig till den här tekniken måste du lära dig hur man svetsar en vertikal söm med elektrisk svetsning och förstå tekniken för att få en horisontell söm.
Innehållet i artikeln:
Svetsar: allmänna definitioner
Tekniken för svetsning av metaller är nära besläktad med begreppet svets. Detta bildas under stelningsprocessen av metall smält genom elektrisk bågsvetsning.
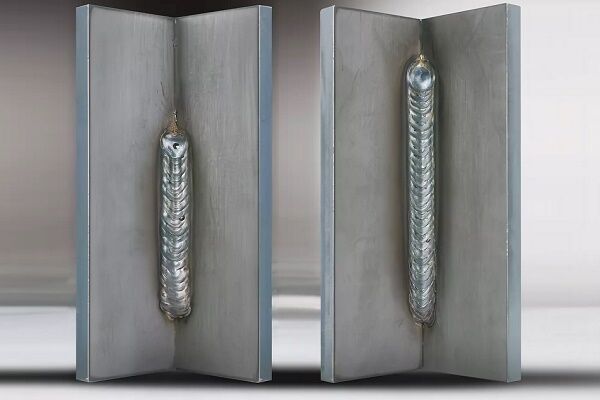
Beroende på platsen för svetsningen kan sömmen placeras horisontellt eller vertikalt. Dessutom kan sömmens rumsliga placering vara botten, sidan eller toppen.

Det enklaste och lättaste att utföra anses vara att lägga svetsar i den nedre horisontens plan. Under sådana förhållanden är den smälta metallen ganska lätt att kontrollera.

De återstående alternativen för placering av sömmar i rymden (sida och topp) anses vara tekniskt svåra att implementera, vilket kräver studier av svetsteknik och utveckling av relevant erfarenhet.
Hur man svetsar en vertikal söm?
Svårigheten med svetskontroll när man skapar en vertikal söm beror på ett vanligt fysiskt fenomen - gravitation. Detta har en effekt på massan av smält metall, som, eftersom den är i flytande form, rusar ner.
Här är åtgärderna för en professionell svetsare att förhindra att den smälta massan kommer bort från svetsplatsen. En stabilt brinnande ljusbåge, som hålls på minsta tillåtna avstånd från änden av elektroden till svetsbadet, kommer att bidra till att uppnå detta resultat.
Bottom-up-teknik
En vertikal fog svetsas vanligtvis genom att elektroden flyttas i riktning från botten till toppen. Denna väg ger mer stabil kontroll och ljusbågen håller smältbadet säkert och förhindrar spridning. Det är genom att passera från botten till toppen som det är möjligt att bilda vertikala sömmar av högsta kvalitet.

Naturligtvis, innan du börjar svetsa en vertikal söm, bör foggränserna förberedas och bearbetas i enlighet med de tekniska kraven. Svetsmaskinen måste anpassas till svetsförhållandena (ställ in strömmen, välj elektrod).
Inledningsvis görs flera "fläckar" längs foglinjen - svetsning med en kort söm (1 - 2 cm).Syftet med sådana åtgärder är att förhindra förskjutning av de delar som svetsas under uppvärmningsprocessen på grund av temperaturdeformation.

När man svetsar en fog vertikalt hålls vinkeln för att hålla elektroden i förhållande till det plan som sömmen kommer att ligga på inom 45-90º.
Svetsarens instruktioner fastställer följande åtgärder:
- Elektrodens kontakt med metallen antänder en ljusbåge.
- "Tacks" görs på 3-4 punkter längs foglinjen från dess mitt till kanterna.
- Svetsningen börjar vid foglinjens lägsta punkt.
- Elektrodslaget är riktat uppåt, svetsbadet hålls i arbetsområdet.
Elektroden ska föras fram med måttlig hastighet. Huvudhastighetskriteriet är bildandet av den optimala mängden smälta i svetsbadet.
Samtidigt med elektrodens vertikala slag är tvärgående sicksackrörelser i en "halvmåne", "fiskben" eller annat "mönster" tillåtna. Men tvärslagstekniken verkar endast relevant på metaller med en väggtjocklek på mer än 4 mm.
Det rekommenderas att svetsa metall med en vertikal söm i ett pass utan att stanna. För nybörjare verkar detta svårt. Men erfarenheten skaffas snabbt.
Top-down-teknik
Efter att ha fått erfarenhet kan svetsare enkelt lägga en vertikal söm genom att flytta elektroden uppifrån och ner. Vad är tricket för att utföra en sådan operation?
Det är enkelt: vid tändning av en ljusbåge placeras elektroden i förhållande till arbetsplanet i en vinkel på 90º.Så snart metallen vid punkten för bågbildning börjar smälta, ändras elektrodens installationsvinkel med 15-20º, vilket sänker hållaren något.

Ledning av elektroden längs foglinjen av tjockväggiga metaller utförs också med tvärgående sicksackar av en "sågtand" eller "rektangulär" form. Vissa svetsare använder den "vågliknande" smältfördelningstekniken.
Samtidigt är metoden att bilda en vertikal söm från topp till botten åtföljd av stora svårigheter för svetsaren. Men enligt många experter ger svetsning i denna form det bästa resultatet när det gäller kvalitetsindikatorer.
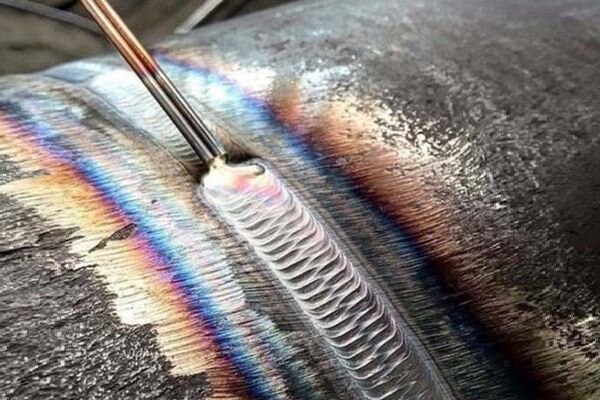
Svetsteknik för horisontell söm
Detaljerna för att svetsa en horisontell söm är nästan desamma som för en vertikal. Tekniska nyanser - återigen, manipulation av vinklarna för elektrodinstallation.
Rörelseriktningen under processen för svetsning av delar vid en fog kan väljas från punkten längst till vänster till punkten längst till höger eller vice versa. Det specifika valet av riktning bestäms av svetsaren, baserat på graden av personlig bekvämlighet.

Men hur svetsar man en horisontell söm ordentligt med elektrisk svetsning för att förhindra att smältan rinner ut ur spåret på grund av den verkande tyngdkraften?
Här måste svetsaren välja ett läge för elektroden där kraften från ljusbågen skulle motsvara tyngdkraften hos metalldropparna.Det kan vara nödvändigt att justera strömstyrkan och experimentellt välja den optimala rörelsehastigheten för elektroden.
Vanligtvis utförs horisontell sömsvetsning kontinuerligt tills den är fullständig. Men om du inte kan hålla smältan (svetsbadet) under kontroll kan du försöka ändra tekniken - byt till ett slag med periodisk släckning av bågen.
Alla dessa subtiliteter utvecklas med tillkomsten av erfarenhet av att utföra svetsarbeten. Misströsta därför inte om inget löser sig på dina första försök.

Bildandet av en horisontell söm med erforderlig bredd och inträngningsdjup uppnås som regel genom försiktig tvärgående rörelse av den brinnande änden av elektroden från kanten av den ena sammanfogade delen till kanten av den andra.
Vid svetsning av metaller upp till 4 mm tjocka används olika alternativ för "mönstret" av elektrodens tvärgående slag. Det finns inga specifika rekommendationer i detta avseende. Det viktigaste är att erhålla den erforderliga sömbredden och inträngningsdjupet.
Elektrisk ljusbåge: styrning av optimal längd
Storleken på gapet mellan den heta änden av elektroden och metallplanet, tillräcklig för bildandet av en elektrisk urladdning, kallas båglängden. En av huvudpelarna i svetsinstruktionen är kontroll av den optimala båglängden.
Teoretiskt, i svetsläget, kan tre båggap erhållas:
- kort (1 – 1,5 mm);
- lång (3,5 – 6 mm);
- normal (2 – 3 mm).
Det korta bågförbränningsläget kännetecknas av otillräcklig uppvärmning av metallen över dess bredd.I sådana fall finns det längs sömmens kanter en så kallad "undercut" - en liten fördjupning. Närvaron av en sådan defekt indikerar lågkvalitetsindikatorer för svetsen.

Långbågssvetsningsläge åtföljs vanligtvis av periodisk släckning. Här finns en liten uppvärmning av metallen på djupet. Det finns heller ingen anledning att prata om bra sömkvalitet.
Det enda alternativet kvar som en nybörjarsvetsare bör fokusera på är den normala båglängden, som inte bör vara mer än Ld = 0,5-1,1 * De (Ld - båglängd; De - elektroddiameter).
Elektrodpositionskontroll
Svetsprocessen kan utföras i en position elektrod vinkel framåt, vinkel bakåt, rät vinkel. Genom att använda någon av dessa tre tekniska metoder kan svetsaren skapa sömmar under olika produktionsförhållanden.

Således används metoden "framåtvinkel" traditionellt för att ansluta element med horisontella och vertikala sömmar under förhållanden med den övre platsen för delar i rymden (taksvetsning). Samma teknik används framgångsrikt för att svetsa fasta rörfogar eller när man bygger en hemmagjord gasflaska spisar.
Genom att hålla elektroden strikt i rät vinkel (90º) säkerställer svetsaren att arbetet utförs på svåråtkomliga ställen. Slutligen möjliggör "ryggvinkel"-tekniken högkvalitativa svetsarbeten på hörnfogar.
När elektroden installeras i en vinkel framåt arbetar de vanligtvis med tunnväggiga metaller. I detta läge av elektroden erhålls en bred söm med grunt djup. På tjockväggiga metaller, tvärtom, försöker de använda tekniken "bakåtvinkel" för att säkerställa att metallen värms upp till ett tillräckligt djup.
Aktuella parametrar och elektrodrörelse
Värdet på strömmen och elektrodens rörelsehastighet är viktiga faktorer som påverkar sömmens kvalitet. Svetsning med höga strömmar åtföljs av uppvärmning av metallen till ett stort djup, vilket gör att du kan öka elektrodens rörelsehastighet. Förutsatt att det finns ett optimalt förhållande mellan ström och rörelsehastighet för elektroden, erhålls en jämn söm av hög kvalitet.
Korrespondenstabell för ström, elektrod, metalltjocklek
| Nuvarande styrka, A | Elektroddiameter, mm | Metalltjocklek, mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
När du flyttar elektroden med en viss hastighet, bör storleken på bågeffekten beaktas. Alltför snabb tillförsel av elektroden vid låg effekt kommer inte att kunna ge tillräcklig uppvärmningstemperatur.
Som ett resultat kommer det inte att vara möjligt att svetsa metallen till det djup som krävs. Sömmen kommer helt enkelt att "ligga" på ytan och knappt "gripa" kanternas kanter.

Tvärtom, under förhållanden med alltför långsam frammatning av elektroden, skapas en överhettad atmosfär, vilket hotar deformationen av metallen på svetslinjen. Om metallelementen har en tunn struktur, kommer en kraftfull båge helt enkelt att brinna genom metallen.
Du kan framgångsrikt praktisera som nybörjarsvetsare och finslipa dina sömmningsfärdigheter genom att tillverkning av en kamin för testning, vars grund är ett metallrör.Vi rekommenderar att du läser den användbara informationen.
Instruktioner för en nybörjarsvetsare
Svetsarbeten kan endast utföras om lämplig utrustning används.
Standardsatsen innehåller:
- Jacka, byxor, handskar, skor av brandsäkra, slitstarka, starka material.
- En huvudbonad som helt täcker bakhuvudet.
- En speciell skyddsmask för ansikte och ögon.
För att utföra svetsning bör du använda en arbetsanordning, vars elektriska del är stängd med ett pålitligt hölje. De elektriska kablarna som ingår i enheten måste ha fullständig isolering och överensstämma med enhetens elektriska egenskaper.
Svetsarplatsen ska vara försedd med arbetsbord, ljuskällor, jordningsbuss, skyddsmedel mot elektriska stötar och brandsläckningsutrustning.
Och innan du börjar arbeta måste du noggrant studera regler för elektrisk svetsning, överväga och studera metoder och alternativ för att skapa kopplingar.
Slutsatser och användbar video om ämnet
Vi inbjuder dig att titta på en videosvetsworkshop: hur man svetsar horisontella och vertikala sömmar:
Det är inte nödvändigt att vara en kvalificerad svetsare, men kunskaper i svetsteknik är önskvärt. Tack vare befintliga svetsfärdigheter har en person fler möjligheter att genomföra olika hushållsprojekt.
Om du vill kan du alltid studera tekniken, och praktisk erfarenhet hjälper dig att bemästra tekniken att utföra arbete på hög nivå.
Vill du berätta om din egen erfarenhet av att göra svetsar? Känner du till de finesser i processen som inte ges i artikeln? Skriv gärna kommentarer i blocket nedan.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}